
PROBLEM 6 Problem 4 de verilen dik tankın içindeki su seviyesinin (h) değişmeden kalması için tanka doldurulacak sıvı debisi ne kadar olmalıdır. Bu problem basit ama sık karşılaşılan bir problem olduğu için vermekte yarar gördüm. Tank seviyesinin sabit kalması için giriş ve çıkış su debileri eşit olmalıdır. Aksi halde tank taşar veya seviyesi düşer. | |
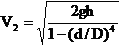
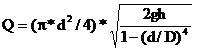
Yani ; ( π D2 / 4) *V1 = ( π d2 / 4) *V2 Bu formülden V1=(d/D)2*V2 (Formül 1) Not: Tankın üst yüzeyinde belli bir kinetik enerji olması nedeni ile seviye değişmese bile V1 hızı sıfırdan büyüktür Bu tip problemlerde her zaman kullanılan denklem meşhur Bernoulli denklemidir.(Bkz.Önemli formüller) P1 +(1/2) ρV12 + ρ g Z1 = P2 +(1/2) ρV22+ ρgZ2 Problemimizde tank atmosfere açık olduğu ve atmosfere açık bir yere boşaltma yaptığı için P1=P2 dir Denklemi sadeleştirirsek (1/2) ρV12 + ρ g( Z1 – Z2) = (1/2) ρV22 Seviye farkı h olduğu için denklem aşağıdaki formu alır (1/2) ρV12 + ρ g h = (1/2) ρV22 (Formül 2) Yukarıda bulunan Formül 1 ve Formül 2 yi birlikte tanktan boşalma hızı V2 için çözersek | 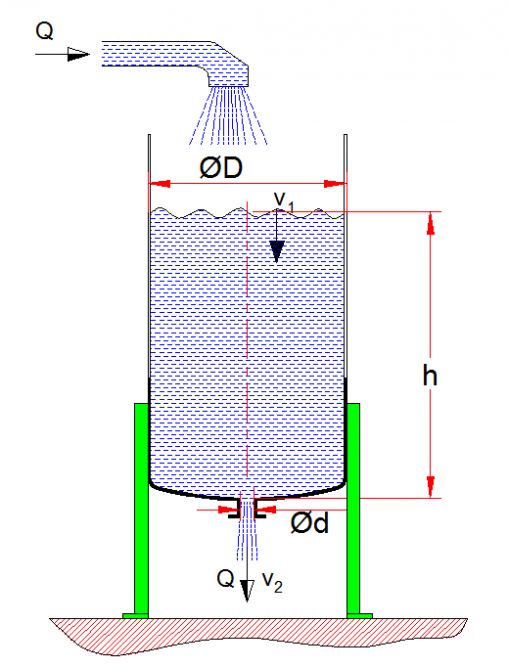
|
Q= A2* V2
| |
Örnek Çapı 1
metre olan tank içideki su seviyesinin 2 metre de sabit tutulması
isteniyor. | |
D= 1
metre |
|

Yukarıda verilen problemde tank çapı D çıkış çapı d ölçüsünden 10 misli fazla ise tank yüzeyi hızı V1 sıfır kabul edilebilir. V1 sıfır kabul edildiği zaman bernouli denkleminden Bu durumda örnek problemde ki Q için sonuç hemen hemen aynı olur.
| |
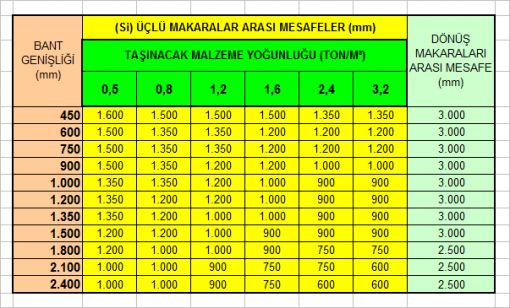
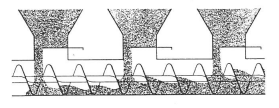
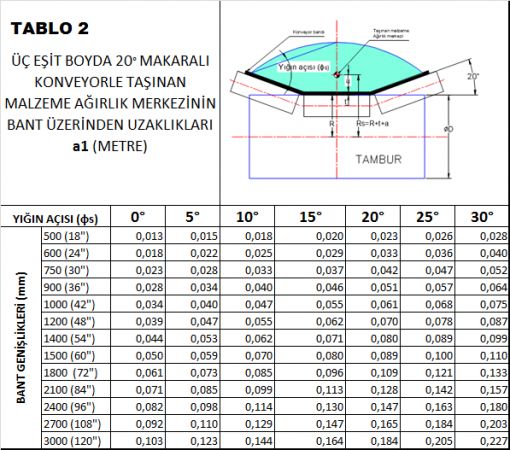
Eğer saatte binlerce ton yığın malzemesi aktarılacaksa bantlı konveyor kullanımı kaçınılmaz seçenektir. Bu gün maden ocaklarında, demir ve çelik fabrikalarında, termik santrallerde, cevher, kömür, kireç, sinter malzemelerinin manipulasyonunda ana taşıyıcı unsur bantlı konveyorlerdir. Bantlı konveyorlerin tarihi çok eski değildir. İlk defa 1830 yılında ortaya çıkan bantlı konveyorler özellikle bant kalitesinin geliştirilmesi ve üçlü kılavuz makaralarının kullanılmaya başlamasından sonra tüm dünyaya hızla yayıldı. Bu gün saatte 20,000 ton (saat başı 1,000 kamyon yükü) malzeme bantlı konveyorlerle yaklaşık 50 Km. mesafeye taşınabilmektedir. Üstelik bu taşımanın maliyeti kamyon ile taşıma maliyetinden on kat daha ucuzdur. Bantlı konveyorle taşınacak malzemeler çok fazla çeşitlilik gösterir. Çok ince taneli toz, iri taneli kömür, taş, vs.hepsi bantlı konveyor ile son derecede güvenli şekilde taşınabilir. Bunlarda enerji, işçilik ve bakım maliyeti son derecede düşüktür. Geliştirilmiş bant kalitesi aşındırıcı, korozif malzemeleri ve sıcak malzemeleri bile taşıyabildiği için kimyasallar, aşındırıcı malzemeler, kırılgan ve gevrek malzemelerin hepsi bantlı konveyorler ile taşınabilmektedir. Bantlı konveyorlerin bir diğer özelliği de arazi şartlarına uyum gösterme kabiliyetidir. Bu nedenle, dönerek yükselen virajlardan, dağlardan, nehirlerin üzerinden rahatça geçerek 40-50 Km yol alabilmektedirler. Kamyonlar 8% meyilli arazide zor yol alabilirken bantlı konveyorler ile 35% meyilli arazilere rahatlıkla malzeme taşınabilmektedir. Bantlı konveyörlerde yıllık bakım masrafı yatırım maliyetinin 2% si mertebesindedir. Bu bakım masrafına bant değiştirme maliyetini de ilave etmek gerekir. Bant değiştirmenin yıllık maliyeti ise yatırım tutarının 5% si civarındadır. Aşındırıcı olmayan normal malzemelerin taşınmasında bant ömrü 15 yıl, keskin kenarlı kaya, taş vs taşınmasında ise bant ömrü 5 yıldır. Bir konveyordeki en önemli bakım maliyeti taşınma sırasında ortaya çıkan döküntünün temizlenmesi için yapılan masraftır. Bunu önlemenin en kolay yolu dizayn aşamasında makara aralıklarının malzemeye uygun olarak doğru belirlenmesidir (Bkz Tablo 2). Döküntünün en önemli sebebi konveyör bandının makaraları arasındaki sarkma olup bu sarkma en fazla 3% civarında olmalıdır. Sarkmayı önlemek için makaralar arası boşluğu sac ile doldurma akla gelebilir. Ancak bu durumda sürtünme nedeni ile bant ömrü azalacağı gibi enerji maliyeti artacaktır. Makaralar arasını sac ile kapatmak ancak gıda sanayindeki gibi hafif fakat değerli malzemelerin taşınmasında kullanılabilir. Konveyörlerin dizaynı konusuna geçmeden önce özetleyecek olursak bantlı konveyörlerler ekonomik, güvenli ve çevreye uyumlu taşıma ekipmanlarıdır. Yatırım maliyetleri taşınacak malzeme, özel şartlar ve uygulamada ortaya çıkacak sınırlamalara bağlı olarak değiştiği için belli bir rakam verme imkanı yoktur.
|
|
ŞEKİL 1 |
ŞEKİL 2 |
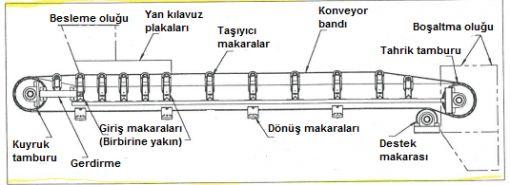
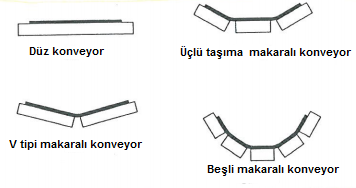
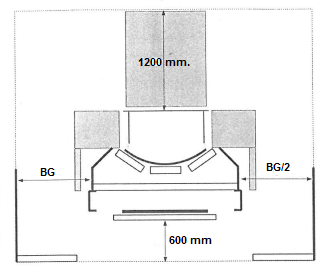
BANTLI KONVEYOR DİZAYNI Bantlı konveyörlerdeki temel elemanlar Şekil 1 de gösterilmiştir. Değişik boy ve şekillerdeki bantlı konveyörler esas olarak bu elemanlardan müteşekkil olup konveyorun uzunluğuna bağlı olarak ara bölgelerde dikey veya yatay gerdirme tamburları yer alabilir. Konveyörlerin her iki yanında boydan boya yürüme yolları bulunur. Yürüme yollarının genişliği bir tarafta en az bant genişliği (BG) kadar diğer tarafta ise bant genişliğinin en az yarısı kadar olmalıdır (Bkz.Şekil 4). Konveyorlerde taşıma makaraları kesit olarak Şekil 2 deki gibi farklı dizilişlerdedir. Bantlı konveyörler birbirlerine aktarma yaparak da taşıma işlemini yerine getirebilirler. Ancak her aktarma sistemde ilave yükseklik nedeni ile daha fazla enerji, dökme noktalarında bantlarda daha fazla aşınma ve tozuma nedeni ile mümkün olduğunca kaçınılması gerekir. Kısa konveyorlerde yeterli mesafe yoksa dönüşler için aktarma yapılması bir zorunluluk olarak ortaya çıkar. (Bkz yandaki resim) DİZAYN FAKTÖRLERİ TAŞINACAK MALZEME: Taşınacak malzemenin analizi dizayn öncesi titizilikle gerçekleştirilmesi gereken bir diğer önemli husustur. Bu nedenle dizayna geçmeden önce taşınacak malzemenin karakteristik özelliklerinin belirlenmesi gerekir. Taşınacak malzemenin temel karakterisik özellikleri şunlardır.
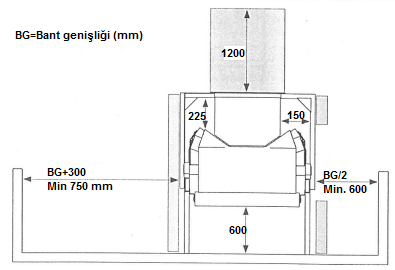
Taşınacak malzemenin bant üzerinde ve döküş oluklarındaki davranışını belirleyen en önemli faktörler malzemenin nem oranı ve tane büyüklüğünün yığın içindeki dağılımıdır. Malzeme içinde homojen bir nem oranı ve tane büyüklüğü dağılımı yoksa montaj sonrası konveyorlerde hiç beklenmeyen kapasite düşüklüğü, aşırı döküntü, malzeme yapışması ortaya çıkar. Bütün bunlar uzun bakım duruşlarına neden olur ve işletme, bakım maliyetlerini olumsuz etkiler. Taşınacak malzeme tozuması fazla olan veya korrozif veya patlayıcı bir malzeme ise böyle malzemelerin taşınmasında konveyor açısı, bant hızı, makaraların açısı, bant sarkma miktarı, bant gergi miktarı, sistemden gelen vibrasyon son derece önem kazanır. Çünkü özellikle konveyor bandı makaralar üzerinden geçerken taşıdığı malzemeye aktaracağı sarsıntının malzemeyi nasıl etkileyeceği çok önemli olup dizayn aşamasında bu etkilere yönelik tedbirler alınmalıdır. Örnek: Eğer Kükürt gibi sürtünmeden ötürü statik elektrik üreten bir malzeme taşınacaksa döküş oluklarının elektriği yalıtacak plastik veya alüminyum malzeme ile kaplanması gerekir. KONVEYOR TAŞIMA BÖLGESİ: Dizayna geçilmeden önce dikkat edilmesi gereken bir diğer önemli husus konveyörün nereye kurulacağıdır. Eğer konveyor arazide kurulacak ise yağmur, kar, rüzgar ve sıcaklık faktörlerin mutlaka göz önünde bulundurulması ve hesapların ona göre yapılmasıdır. KONVEYORLERDE TEMİN EDİLMESİ GEREKEN AÇIKLIKLAR: Bu gereklilik konveyor dizaynında önemli sınırlamalar getiren ve imalat maliyetini arttıran bir husustur. Konveyorlerde temin edilemesi gereken açıklıklar Şekil 4, 5,6 ve 7 de belirtilmiştir. Konveyorlerin her iki yanında temizlik ve bakım işleri için mutlaka boydan boya yürüyüş yolları ve yeterli bakım alanları temin edilmelidir. |
Şekil 5: Yükleme bölgesi makaraları kesit
|
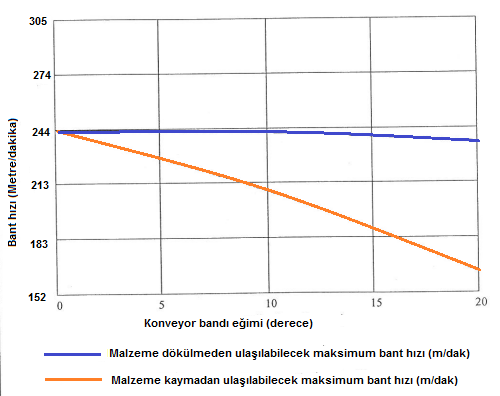
KAPASİTE İster bir boru içinde akan sıvı olsun, isterse bant üzerinde taşınan malzeme olsun kapasitenin formülü aynıdır. Yani KAPASİTE = Yoğunluk X Akış hızı X Kesit alanıdir. YOĞUNLUK 2(Ton/ M³) den fazla ise Çok Ağır (Cevher, Kobalt madeni vs.) 2-1,1 (Ton/ M³) arasında ise Ağır (Kum, Kireç taşı, Çimento vs.) 1,1-0,6 (Ton/ M³) arasında ise orta ağır (Buğday, Kömür vs.) 0,6 (Ton/ M³) den az ise hafif (Tahta talaşı vs.) Olarak sınıflandırılabilir. AKIŞ HIZI Eğimli konveyorlerde döküntüyü ve malzeme kaymasını önlemek için bant hızının aşağıdaki formüllerden elde edilecek kayma ve dökülme hızlarından daha düşük tutulması gerekir. Malzemenin kaymaya başlayacağı hız Vkayma(m/dak)
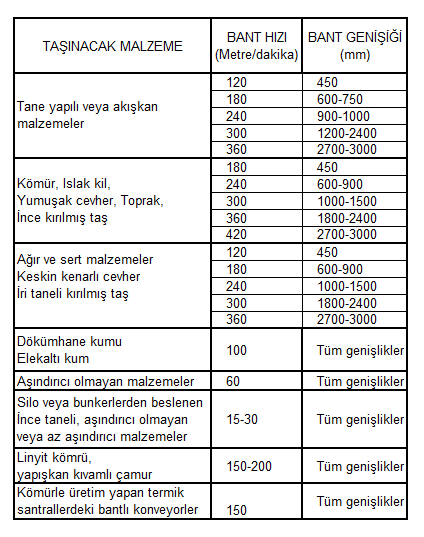
Orta taşıyıcı makara üstündeki konveyor bandının malzemeye temas boyu Konveyor hızlarının belirlenmesinde ana unsur taşınacak malzemenin niteliği ve bant genişliğidir. Malzemeye göre seçilmesi gereken bant hızları Tablo 1 de verilmiştir. Ancak konveyor hızının yüksek seçilmesi bant genişliği ve bant gergi kuvvetin daha düşük tutulmasına imkan verir. Böylece konveyordeki en önemli yatırım ve bakım masrafı olan konveyör bandı maliyetinden tasarruf edilmiş olur. Bu nedenle konveyor hızları aşağıda belirtilen koşullar elveriyorsa Tablo 1 de belirtilen hızlardan 50% daha yüksek seçilebilir. Yüksek hızlarda bantlı konveyor kullanımı aşağıdaki koşullarda elverişlidir.
Yüksek bant hızları daha dar bant kullanımını sağlayarak ekonomi sağlar, ancak aşağıdaki dezavantajları da doğurur. Bunlar;
Bazı malzemelerin bantlı konveyörler ile taşınmasında ise bant hızı mümkün olduğunca düşük tutulur. Bunlar;
|
Grafik 1: Konveyor açısına göre bant hızı
Si(m): Taşıyıcı makaralar arası mesafe (Bkz.Tablo 2)
TABLO 1
Şekil 9. Yatay Konveyor malzeme Kesit Alanı |
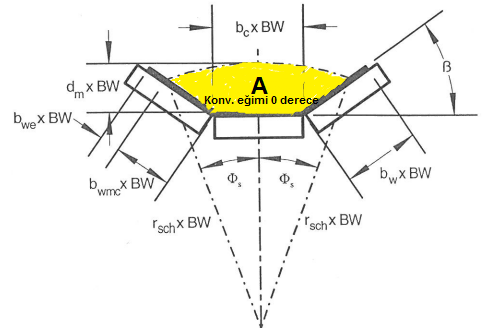
KESİT ALANI Eğimli koveyor kesit alanının bulmak için eğimli konveyor taşınma açısı yatay konveyor taşınma açısının kosinüsü ile çarpılarak eğimli konveyor malzeme kesit alanı bulunmuş olur. Bu şekilde elde edilen alandan ötürü konveyor kapasitesi en fazla 3% oranında azalır. KESİT ALANININ BULUNMASI ÜÇLÜ TAŞIMA MAKARASI OLAN BİR KONVEYÖRDEKİ KESİT ALANININ FORMÜLÜ A = Ab + As
A : Toplam kesit alanı (Bkz. Şekil 9) BANT GENİŞLİĞİ (BW)
|
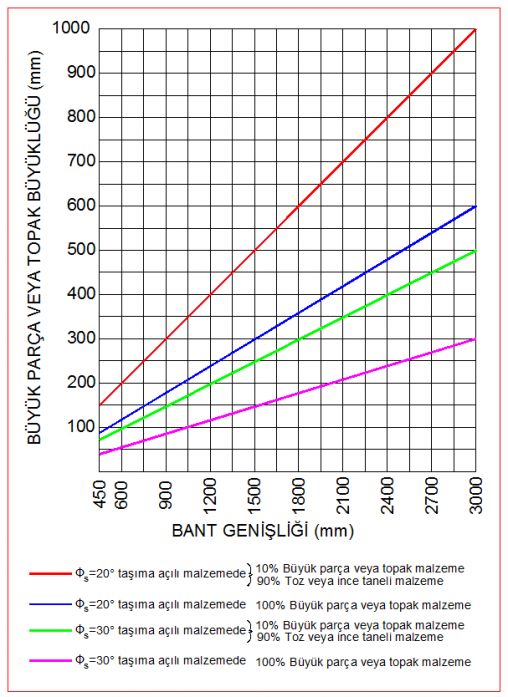
Grafik 2: Parça büyüklüğüne göre bant genişliği seçimi |
TABLO 2. |






BANTLI KONVEYORLERDE TAHRİK SİSTEMİ Konveyor bandının hareket edebilmesi için tahrik tamburu tarafından hareket yönünde çekilmesi gerekir. Bu kuvvet tahrik tamburuna her iki yönde uygulanan kuvvetlerin farkı kadar olmalıdır, Bu farkın ne kadar olması gerektiğinin hesabı konveyörlerde birçok etkin faktör olması nedeni ile biraz karmaşık olup üç farklı model uygulanmaktadır. Bunlar; | |
Aşağıda vereceğim model en yaygın kullanılan Temel uygulama modeli olup sonucu en fazla 10 % fazla bir farkla vermekle birlikte çoğu bantlı konveyöre uygulanabilecek en basit modeldir. Ancak bu model tüm konveyorler için uygulanamaz. Bu modelin uygulanabileceği konveyorler aşağıda belirtilen sınırlar içinde olmalıdır.
|
|
Dizayn edilecek konveyorler yukarıda belirtilen kriterlerin dışında ise CEMA Belt Conveyors For Bulk Materials. Ch 6. kısımında verilen diğer uygulanabilir hesap modellerine başvurulmalıdır. | |
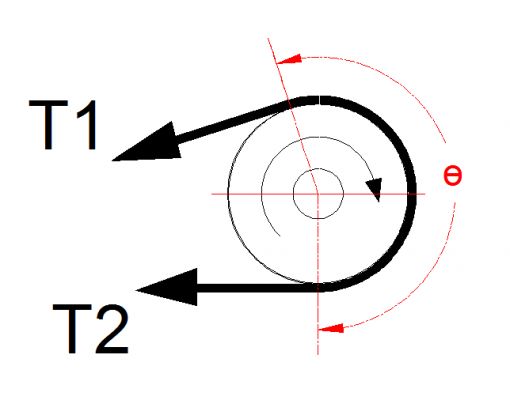
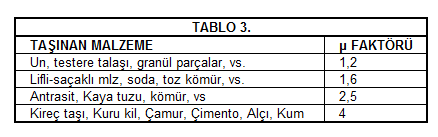
ÇEKME KUVVETİ TEMEL UYGULAMA MODELİ ΔT= T1-T2 ΔT= Wm * H + 0.04* (2*Wb +Wm) *L Bu formülde Wm (Kgf/m): 1 metre boyundaki band üzerindeki taşınacak malzeme ağırlığı Wb (Kgf/m): 1 metre boyundaki bandın ağırlığı. H (Metre) : Malzemenin taşınacağı yükseklik L (Metre) : Konveyorün kuyruk tamburu ile Tahrik tamburu arasındaki yatay mesafe Hesaplanan fark gerilimi oluşturan ana unsurlar bant malzemesi ile tambur arasındaki sürtünme katsayısı ve sarma açısıdır. ΔT= T1-T2 T1= T2* 2.718 (Ɵ*μ) T1 : Maximum bant gerilimi T2 : Minimum bant gerilimi Ɵ (Radyan) : Bantın tamburu sarma açısı μ: Bant ile tambur arası sürtünme katsayısı
|
Şekil 10
|
Bir konveyorde tahrik tamburu patinaj yapıyorsa fark gerilimi arttırmak gerekir. Patinajı gidermek için ikinci etkin yol sürtünme katsayısını arttırmaktır. Bunu için tahrik tamburunu üzerinde oyuklar bulunan sert pvc veya seramik ile kaplamak en iyi yoldur. Özellikle ıslak çalışma şartlarında patinaj daha sık karşılaşılabilecek bir durum olduğundan tambur üzerindeki oyuklar bandın ıslaklığını (suyunu) tahliye için de etkin olur. Sarma açısı θ ile sürtünme katsayısının yüksek seçilmesi banda uygulanacak gergi (T2) miktarının azalmasına sebeb olur. Bu ise bant ömrünün daha fazla olmasını sağlar. Cevap: ΔT= T1-T2 = 4000 Kgf Eğer bant sarım açısı Θ=1800 ve sürtünme katsayısı μ=0.25 olsaydı T2 gergi miktarı 3352 Kgf değerine çıkardı (yaklaşık 3 kat) Konveyor bandının tahrik edilmesi için gerek şart olan gergi miktarı T2 kuyruk tamburunun çektirilmesi ile sağlanabileceği gibi ara tamburların çektirilmesi ile de sağlanabilir. Ancak özellikle uzun konveyorlerde bu iş için daha çok yer çekimi ile gergi sağlayan ağırlıklı gergi tamburları (Take Up)kullanılır. (Bkz.Şekil 11) Ağırlıklı gergi tamburları konveyor bandı için ihtiyaç duyulan gergi miktarının konveyor bandının her yerinde eşit olarak etkin olmasını sağlar. Gergi ağırlıkları bandın montajı sırasında ihtiyaç duyulan ekstra bant uzunluklarının ve gerilim altında iken bandın uzamasından kaynaklanan gevşekliklerin otomatik olarak kompanse edilmesini de sağlar. Tambur çapı fark gerilim yaratmada etkin değildir. Ancak özellikle sarım açısı Ɵ arttıkca bandın bükülme gerilimi artar. Bu gerilim küçük çaplarda çok daha fazla olur. Bu ise bandın daha hızlı yorulmasına ve kopmasına neden olur. Bunu önlemek için tambur çapının kullanılacak bandın kord sayısı, kaç kat olduğu ve tipi ne göre belirlenmiş tambur çaplarından büyük seçilmesi gerekir. Standart bir tahrik tamburu çapı 1500 mm , genişliği ise 1650 mm ye kadar çıkabilir. Ancak bu büyüklüklerde bant hızı 4 m/sn yi geçmemelidir. Daha büyük hızlar için standart dışı özel tamburlar dizayn edilmelidir. Tahrik tamburunun çok büyük seçilmesi durumunda bant hızı da artacağından daha büyük tahvil oranlı redüktör kullanılması mecburiyeti doğar. Bu nedenle tambur çapları maliyet açısından çok da fazla büyük seçilemez . Optimum tambur çapları konveyor bandı üreticilerinin bant tiplerine göre hazırladığı tablolardan belirlenir. Tambur boyları ise bant genişliğinden 50 mm daha uzun seçilir. Tamburlarla ilgili bir diğer husus ise; bandın sağa-sola gezinmesini önlemek için tamburun silindirik değil bombeli olarak üretilmeleridir. Bu bombe miktarının tambur boyuna göre oranı 1 ila 0.5% arasında değişir. |
|
.png)


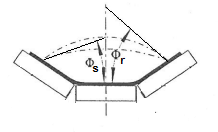
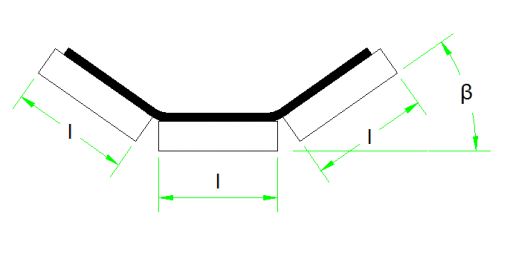
KONVEYOR MAKARALARI Dünyada kullanılan başlıca tip Konveyör makaraları şekil 2 de verilmiştir. Bunlar arasında en fazla kullanılan tipi düz makaralara göre daha fazla malzeme taşıma kapasitesine sahip olan üçlü taşıma makaralarıdır. (Bkz. Şekil 12) Üçlü makaralar önceleri β açısı 20 derece olarak üretilmekte iken son zamanlarda β açısı 35º ve eşit l boyundaki makaralar ile daha yaygın olarak kullanılmaya başlamıştır. Makaraların seçiminde etkin oan kriterler şunlardır.
KONVEYOR BANDI SEÇİMİ Bir konveyörde en önemli eleman seçilen banttır. Giriş kısmında da belirttiğimiz gibi üstelik bant konveyördeki en pahalı ve en sık değiştirilmesi gereken elemandır. Bu nedenle seçiminde son derecede hassas davranılması gerekmektedir. Bandın seçiminde göz önüne alınacak etkenler şunlardır.
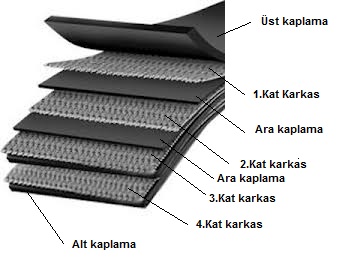
Konveyor bandı genel olarak iki tip malzemeden oluşur (Bkz. Şekil13)
Bandın alt, üst yüzeyler ile aralardaki kaplamaların amacı karkası korumaktır. Çünkü karkas bandın tahriği için gereken maksimum gerilimleri taşıyacak ve yüklme noktalarında şoklara maruz kalacak olan elemandır. BANT KAPLAMASI Önceleri tabii lastik yegane kaplama malzemesi iken, son 50 yılda sentetik lastik, polimer, elestomer ve fiber malzemelerin geliştirilmesi ile kaplamaların servis ömrü ve uygulama alanları arttırılmıştır. Gelişen teknoloji ile bant kaplamasının 17 N/mm2 basınca dayanabilmesi ve kopmadan önce 400% uzanabilmesi sağlanmıştır. Genel amaçlı kaplamalar 5 ila 80 0C sıcaklığa dayanırken özel amaçla üretilmiş bant kaplamalar aleve, yağa, kimyasallara direnç gösterebilecek şekilde sağlanabilmektedir. Piyasada EPDM olarak adlandırılan kaplama malzemeleri 200 0C sıcaklığa dayanabilmektedir. Bant kaplamaları madencilik, tarım, kağıt sanayisi gibi alanlar için genel amaçlı olarak üretildiği gibi özel amaçlara yönelik olarak da temin edilirler. Bunlar;
BANT KARKASLARI Konveyor bandında yükü taşıyan, darbeleri emen ve yırtılmayı engelleyen eleman karkastır. CEMA standartlarında konveyor bandının dayanacağı gerilim kuvveti PIW cinsiden, yani 1 inç genişliğindeki bandın lbf cinsinden dayanacağı kuvvet olarak belirtilir. 1 kat geliştirilmiş dokuma karkas 450 PIW (80 N/mm) gerilime dayanabilmektedir (1 metre genişliğinde bant için 80,000 N ). Karkas kat sayısı arttıkça bu gerilim miktarı o miktarda artmaktadır. Çok daha büyük bant gerilimlerine ihtiyaç duyulan konveyörlerde ise çelik halatlar ile güçlendirilmiş karkaslar kullanılmaktadır (Bkz. Şekil 14). En yagın ve basit karkas tipi düz örgülü karkaslardır (Bkz Şek 15) . Örgülü olmayan karkaslarda ise taşıyıcı malzemeler (polyester, naylon veya sentetik fiber) ise birbirine kimyasallar ile yapıştırılmış olarak kullanılırlar. |
Şekil 13
Şekil 14
Şekil 15 |
TRAJECTORY (AKIŞ İZİ) |
|
| ......................................................................................................................................................................... |


İlk defa Arşimet tarafından 2200 yıl önce düşünülmüş en eski mekanik cihazlardan biri olan helezon konveyörler özellikle yığın malzemelerin aktarılmasında önemli bir yere sahiptir. Bu sayfalarda Helezon konveyörlerle ilgili olarak
Konularında bilgi edinebilirsiniz Helezon konveyorlerin başlıca kullanım yerleri
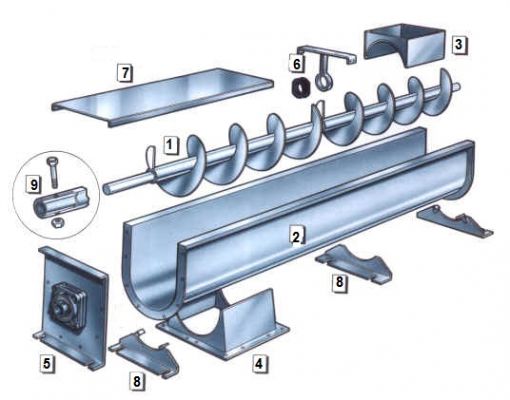
Helezonlar modüler bir yapıda olup genellikle aşağıdaki elemanlardan oluşur. Bunlar; 1.Helezon2.Helezon yatağı (Çoğunlukla yatak olarak boru kullanılır) 3.Giriş oluğu 4.Çıkış oluğu 5.Alın kapağı, yatağı 6.Askı yatağı (Helezon boyu çapına göre çok uzun ise kullanılır) 7.Üst kapak (Boru yataklarda gerek yoktur) 8.Ayaklar 9.Kaplin. salmastra vs. |
HELEZON ELEMANLARI
AKTARMALI KONVEYOR
ÇOK YOLLU KONVEYOR
MİLSİZ HELEZON KONVEYOR
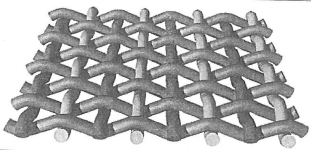
HELEZON KANADI
|
AVANTAJLARI
DEZAVANTAJLARI
| |
HELEZON KONVEYÖRÜN YAPISI Helezon konveyorlerde ana unsur bir mile sarılı olarak taşımayı yapan helezondur. Helezon mili baş ve sondan helezon gövdesine yataklanmıştır. Eğer helezon boyu çok uzunsa aralıklarla askı yataklarına alınması gerekir. Bir helezonda askı yataklarının bulunması verimi oldukça düşürdüğü, helezonlarda tıkanmalara neden olduğu için askı yatağı kullanımından mümkün olduğunca kaçınılmalıdır. Helezonlar taşımanın özelliğine göre çok farklı yapılarda imal edilebilirler Bu farklılıklar
Olarak tanımlanabilirler. | |
Eğer bir helezon konveyöre birden fazla noktadan malzeme beslemesi yapılıyorsa malzemenin sıkışmaması için Artan hatveli helezonlar kullanılmalıdır. Konveyorun hatvesi akış yönüne göre arka tarafta daha az olduğu için arkadan gelen malzemenin akış hızı düşük, ön taraflarda ise daha büyük hatve nedeni ile akış hızı yüksek olduğundan arkadan malzeme gelmeden ön taraftaki malzeme daha hızlı boşalmış olacağı için malzemenin sıkışması önlenmiş olur. | |
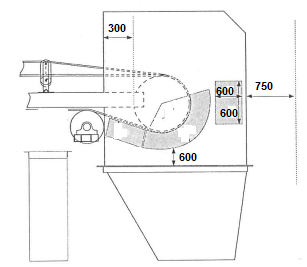
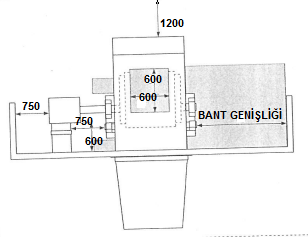
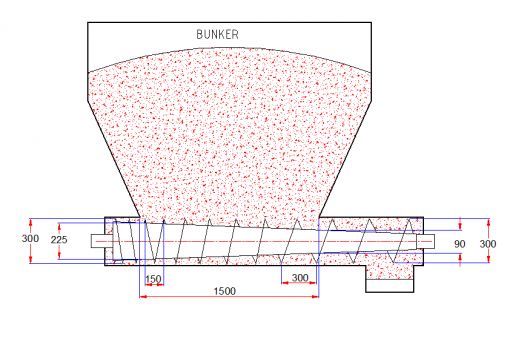
HELEZON BESLEYİCİLER Helezon besleyiciler belli zamanlarda ve belli miktarlarda (dozajlama) malzeme beslemesi yapılacak ise kullanılırlar. Helezon besleyicilerin helezon konveyörlerden en büyük farkı malzemeyi 100% doluluk oranları ile taşımalarıdır. Konveyorlerde ise doluluk oranı taşınacak malzemeye göre 15%-45% arasında değişir. Helezon besleyiciler de en önemli husus kapasitenin değişken olmamasıdır. bu nedenle özellikle bunkere tüm boy bağlanan besleyicilerde konik milli ve değişken adımlı helezonlar kullanılması gerekir. Besleyicilerde sabit kapasite için deneysel olarak tespit edilen helezon boyutları helezon dış çapı cinsinden Şekil 5 de verilmiş bulunmaktadır. 300 mm helezon dış çapı olan bir besleyicinin sabit kapasite çalışmasını sağlayacak ölçüler ise Şekil 1 de belirtilmiştir. HELEZON MİKSERLER Helezon mikserlerde helezon farklı bunkerlerdeki farklı malzemeleri her bunkerin altındaki ayarlı kapaklar vasıtası ile alır(Bkz. şekil 2) Bunlarda da malzeme sıkışmasını önlemek için değişken adımlı helezon kanatları kullanılır. HELEZON KONVEYÖRLERİN DİZAYNI Helezon konveyörde üç önemli dizayn unsuru vardır. Bunlar
| |
1. HELEZON KONVEYORUN KAPASİTE HESABI Taşıma kapasitesi(Ton/saat)= Özgül ağırlık(Ton/m3)* Helezon kesit alanı(m2)*Aktarma hızı(m/dak)*60 Q= 60* λ* k* δ * A* V Q= 60* λ* k* δ * (π (D2-d2)/ 4)* (S*N) Helezon kapasitesini belirleyen ana faktörler helezon devri N(rpm) ve çapı (D) değerleridir. HELEZON DEVRİ (N) SEÇİMİ
HELZON ÇAPI (D) SEÇİMİ
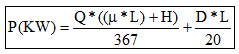
2. HELEZON KONVEYÖRÜN GÜÇ HESABI Helezon konveyörün güç hesabına tesir eden bir çok faktör bulunmaktadır. Ancak en önemli faktörler aşağıda belirtilenlerdir. Bunlar P1= Helezon konveyorun boş iken çalıştırılmasına yetecek güç | SOLDAKİ FORMÜLLERDE Q= Helezon konveyör kapasitesi (Ton/saat)
b: Helezon kanadının genişliği (mm)
|
P= P1+P2+P3 P1= D*L/20 Bu faktörlerin toplamı ile toplam güç gereksimi elde edilir.
| |
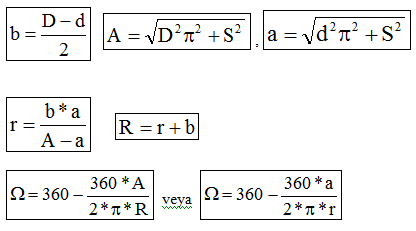
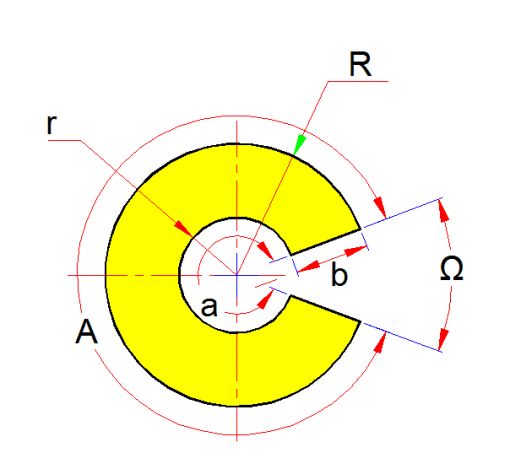
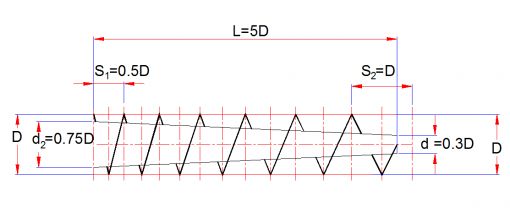
3. HELEZON KONVEYORUN KANAT AÇINIM HESABI Helezon konveyor kanatlarının bir hatvelik kısmı genellikle sacdan kesilir ve mil üzerinde iki kenarı arasındaki mesafe hatve ölçüsüne gelinceye kadar çekilerek mil çevresine kaynak edilir. Mil üzerinde kaç hatve varsa o sayıda kanat kesilerek önce kaynak edilen hatve kanadının kenarına kaynak edilir ve aynı şekilde hatve boyuna çektirilerek mile helezonik şekilde kaynak edilirler. Aşağıda ölçüleri belirtilen (Bkz. Şekil 3) helezon konveyorun tek hatvelik kanat açınım formülleri aşağıdaki gibidir.
| |
Normalde hatveler helezon çapına eşit seçilirler. Ancak çok hızlı aktarılması gereken hafif malzemelerde hatve çaptan büyük, yavaş aktarılması gereken ağır malzemelerde ise hatve çaptan az olmalıdır. |
|




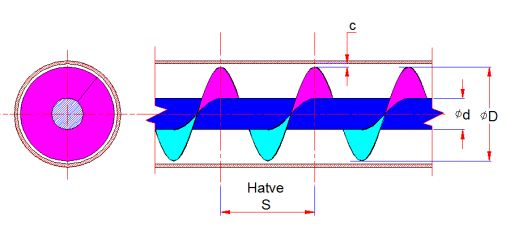
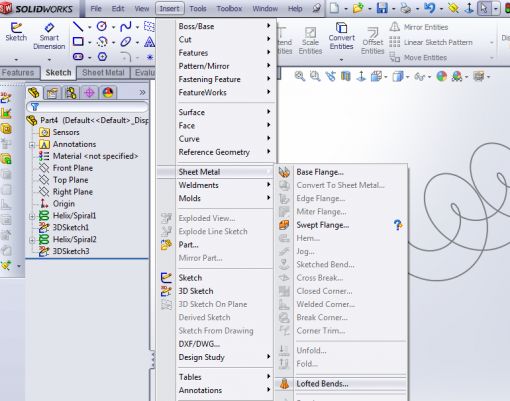
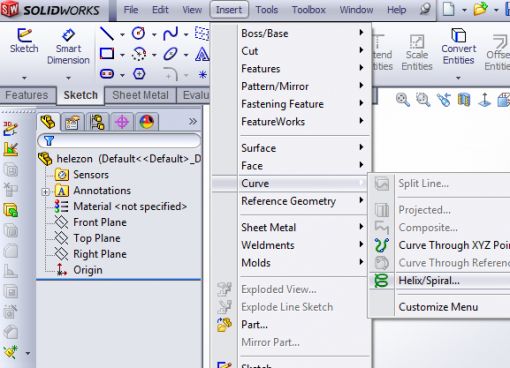
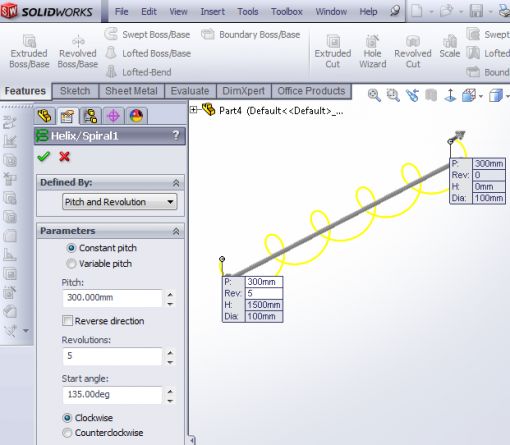
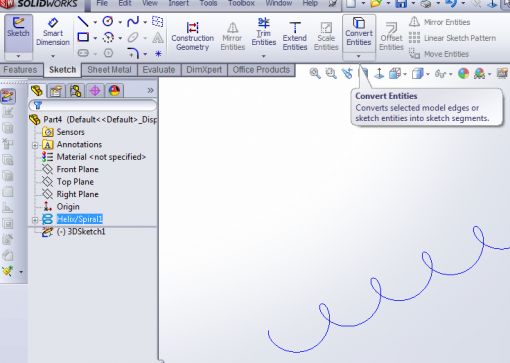
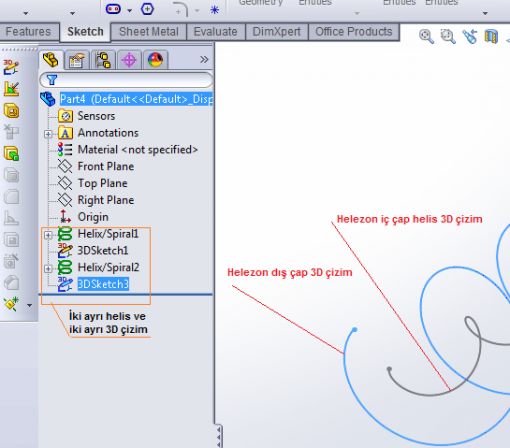
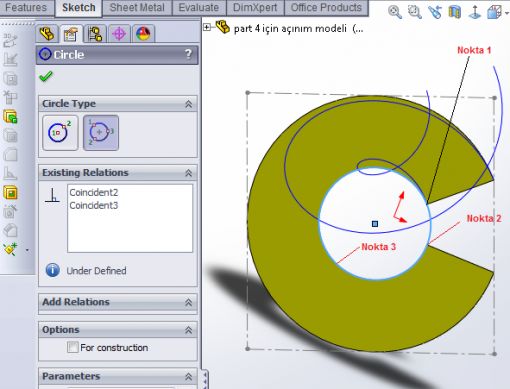
Helezon konveyorlerde dikkat edilmesi gereken bir diğer önemli husus, helezon kanatları ile helezon yatağı arasında mutlaka bir boşluk bulunması gereğidir. Bu boşluk (c) taşınan malzemenin tane büyüklüğüne ve mil çapına göre 5 ila 15 mm arasında değişir. (ince taneli malzemelerde daha az boşluk yeter) Mil boyu arttıkça yataklar arasındaki seğim artacağından mil çapı veya mil borusunun et kalınlığı kanatların seğim nedeni ile yuvaya sürtünmesini önleyecek kadar büyük seçilmelidir. Çok uzun konveyorlerde ise gerekiyorsa askı yatakları kullanılmalıdır. HELEZON KONVEYOR KANADI AÇINIMININ SOLID WORKS İLE MODELLENMESİ Sabit hatveli helezon konveyor kanadı açınımı için gereken ölçülerin hesaplanmasına yönelik formülleri yukarıda verdik. Bu helezonlarda tek bir açınım tüm hatvelere uygulanarak imalat gerçekleştirilebilir. Değişken hatveli ve konik milli helezon tasarımında ise her hatve boyu için ayrı ayrı açınım yapılması gerekir. Değişken hatve hesabını bu sayfanın sonunda bulabilirsiniz. Bu sayfalarda önce komple helezon modellemesini sonra tek hatveli hezon kanadı açınımını ve ardından çok hatveli ve konik milli kanat açınımları için kullanılacak değişken hatve ve mil çapı hesabını anlatacağız. Bu sayfalarda İngilizce terim kullanmaktan özellikle kaçınıyorum. Ancak SW nin Türkçe menülerinde bazı yanlışlıklar gördüğüm için bu modellemeyi İngilizce menu üzerinden anlatacağım. (Örnek SW türkçe menüde hatve için açı, helezon boyu için yükseklik gibi alakasız terimler kullanılmış.) A. HELEZON İÇİN MODEL ÇİZİMLERİNİN YAPILIŞI
B. HELEZONUN MODELLENMESİ
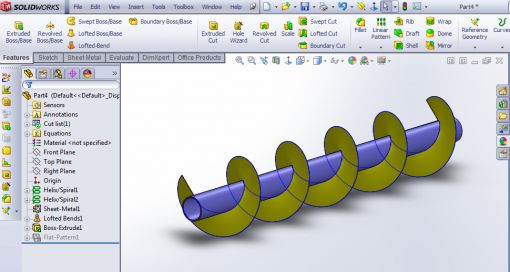
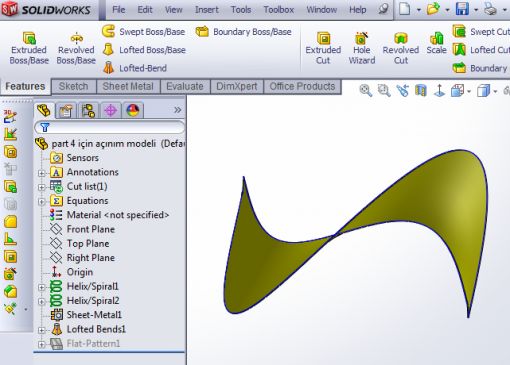
Modellenen helezona borudan bir mil ilave edilerek helezonun SW modeli tamamlanmış olur. (Bkz Pencere 6)
Pencere 5.
Pencere 6 |
Pencere 1.
Pencere 2.
Pencere 3
Pencere 4
Pencere 7
Pencere 8 |
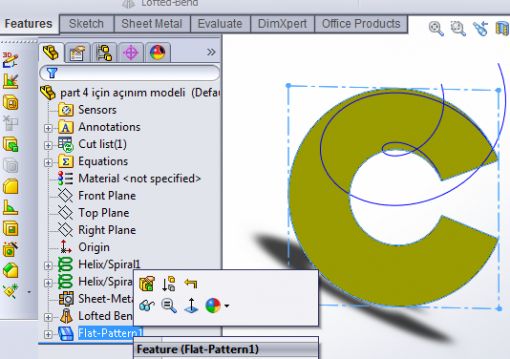
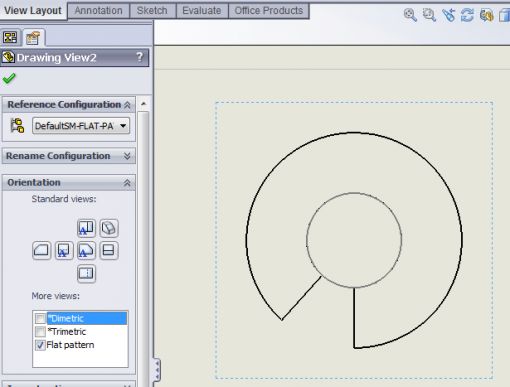
HELEZON KANADI AÇINIMININ ÇİZİLMESİ
|
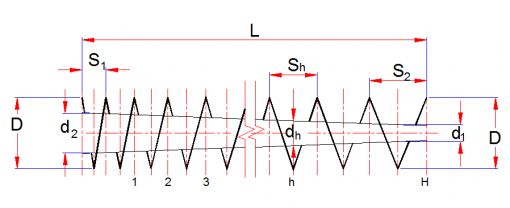
KADEMELİ ARTAN HATVELİ HELEZON KANAT HESABI Değişken hatveli helezon çiziminde SW modelden yararlanılabilir. Her hatve sonundaki ikinci hatvenin değeri aşağıdaki formülden elde edilebilir. Sh=S1+(h/H)*(S2-S1). Bu formüldeki değişkenler(Bkz. Şekil 4) S1= İlk adımdaki hatve değeri (mm) Burada dikkat edilmesi gereken diğer bir husus ise; sabit hatveli helezonlarda helezon boyu sarım sayısı ile hatvenin çarpımına eşittir, ancak artan hatveli helezonlarda helzon boyu aşağıdaki formülden elde edilir. L= 0.5*(H+1)*(S1+S2) | |
KONİK MİLLİ VE DEĞİŞKEN HATVELİ HELEZON Eğer artan hatveli helezonda konik mil kullanılmış ise (genellikle besleyicilerde sabit kapasite için kullanılır) her hatve kanadında konik milin karşılık gelen çapı hesaplanmalı ve kanat açınımı bu ölçülere göre hesaplanmalıdır. Konik milin her hatveye karşılık gelen iç çap ölçüsü aşağıdaki formül kullanılarak hesaplanır. dh=d1+(h/H)*(d2-d1) Bu formülde Yukarıda verilen formüllerden elde edilen değişken hatve ve iç çaplara göre ilk kısımda verilen açınım formülleri veya SW modelleme kullanılarak ayrı ayrı açınım hazırlanır ve değişken hatve ve konik milli helzonların imalatı gerçekleştirilebilir. |
|
 ŞEKİL 5 | Helezon besleyicilerde en önemli beklentinin sabit bir kapasite sağlanması olduğunu yukarıda belirtmiştik. Şekil 5 de Besleyicilerde sabit kapasite için deneysel olarak tespit edilmiş konik milli ve değişken hatveli helezonlarda olması gereken boyutlar helezon dışçapı (D) cinsinden belirtilmiş bulunmaktadır. |
Yüksek dozda gürültünün insan sağlığı üzerindeki etkisi sadece kulaklarda hasar olmayıp aynı zamanda sürekli baş ağrısı, yorgunluk, kalp ritminde değişme ve kaslarda çekilme olarak da ortaya çıkabilir. Gürültü göz bebeklerinin büyümesi, troid ve adrenalin salgılarında artış ve damarlarda daralmaya da sebep olmaktadır. Peki gürültü adamı öldürürmü? Adamı bilmem ama yapılan bir deneyde 160 dB şiddetindeki gürültüye 10 dakika boyunca maruz bırakılan bir kobay ölmüştür. Gürültünün seviyesi yaygın olarak “desibel (dB)” birimi ile ölçülmektedir. Ancak sanayide yapılan işin karakterine bağlı olarak gürültü çok kompleks parametrelere sahip olduğu için bir gürültünün iş sağlığı açısından tehdit oluşturup oluşturmadığı basit cihazlar ile ölçülemez. Bu ölçümler için gürültünün ana parametrelerine göre karakterini belirleyen cihazlar kullanılmaktadır. Bu Parametreler şunlardır.
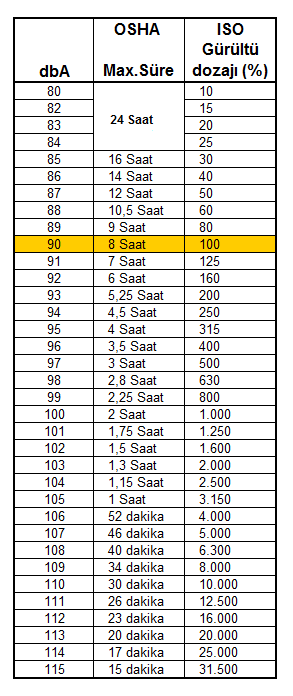
Yukarıda sıralanan parametrelere bağlı olarak ölçülen seviyeyi bir filitreden geçirerek kalibre eden cihazlar kullanılmaktadır. A, B, C, D olarak sınıflandırılmış olan filitrelerden en yaygın kullanımı olan A filitresidir. A filtresi ile kalibrasyonu yapılan ölçüm cihazının belirttiği gürültü seviyesi birimi “dbA” olarak tanımlanmış olup OSHA, NIOSH gibi iş sağlığı standartlarını belirleyen organizasyonlar gürültü birimi olarak “dbA” kullanmaktadırlar. OSHA standartlarına göre iş yerlerinde 8 saat boyunca maruz kalınabilecek maksimum gürültü 90 dbA olmalıdır. Maruz kalınan süreye göre bu değerler değişmektedir. ISO normunda 8 saat süre ile 90dbA gürültüye maruz kalmanın dozajı 100% olarak belirlenmiştir. (Bkz Tablo 1) |
|
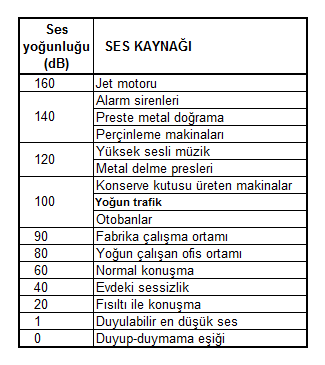
Sesin yoğunluğu (dB) ile frekansı (Hz) arasındaki fark nedir sorusuna cevap verelim. Bir kaynaktan aynı frekansta yayılan bir ses farklı noktalarda farklı yoğunlukta duyulur. Bunun sebebi bulunulan yerin kaynağa olan uzaklığı, sesin içinden geçerek yayıldığı ortam ve diğer faktörlerdir. Bu nedenle insan sağlığı açısından dikkate alınması gereken değer sesin bulunulan yerde yarattığı ses yoğunluğu yani desibel değeridir. Farklı kaynaklardan çıkan ses yoğunluklarının değerleri Tablo 2 de verimiştir. Farklı desibel değerlerindeki sesleri kıyaslamak için ise NIOSH nin yayınladığı siteden alınan ve altta verilen animasyonu indirerek kullanabilirsiniz.
|
|
Desibel değeri nasıl hesaplanır. Desibel değeri, duyulan sesin duyulabilir en düşük sesden kaç kat fazla olduğuna bağlıdır. Bunu formülüze edersek I= Duyulan ses I(dB)= 10*Log10(I / I0) (Bakınız yandaki örnek) | ÖRNEK : I=1000,000,000*I0 I(db)=10*Log (1,000,000.000 I0 / I0) |
Yukarı-sağdaki örnekte görüleceği gibi insanın 8 saat süre ile dayanabileceği en yüksek ses duyulabilir en düşük sesin bir milyar katıdır. İnsanın birkaç dakika dayanabileceği en yüksek ses ise 130 desibeldir. Yani duyulabilir en düşük sesin 10 tirilyon katı. Bu noktada şu bilgiyi de verelim İnsanın duyma eşiği ses şiddeti sıfır desibeldir. Sıfır desibel şiddetindeki sesin kulaklarda yaptığı basınç 2x10-7 milibar değerindedir. Sesin yoğunluğundaki ilave her 6 dB kulaklardaki basıncı iki kat arttırır. Ses yoğunluğu 130 dB değerine ulaştığında kulaklardaki basınç 0.680 milibar değerine ulaşır. Bu nokta kulakların sızlamaya başladığı basınçtır. | BİLGİ Erkek sesinin ortalama frekansı 3000 Hz değerindedir. İnsan yaşlandıkça önce duyabileceği en yüksek frekaslardaki sesleri duyamaz olur. En düşük frekanslardaki
sesleri 16 Hz ile filler, Deliksiz bir uyku çekmek için bulunulan ortamdaki ses yoğunluğu 30 dB den aşağı olmalıdır. |
Gürültünün olumsuz etkilerini azaltmak için sanayileşmiş ülkelerde işçilerin maruz kalabileceği maksimum gürültünün dozajına belirli bir sınırlama getirilmiştir. Bu nedenle gelişmiş ülkelerde pres atelyeleri, türbin, kompresör gibi ekipmanların bulunduğu enerji tesisleri ve gürültülü çalışacak iş yerlerinin temelleri daha kurulmadan şok enerjileri ve vibrasyonu emecek donatılarla projelendirilmektedir. | |
Kurulu tesiste ise gürülüyü önlemenin yolları vardır. Bunlar başlıca
Kulak tıkacı kullanmak çok basit ve ucuz ancak çok etkin bir korunmadır. Sıradan bir tıkaç kalitesine ve kulağa yerleşime bağlı olarak gürültüyü 10 ila 35 dB kadar azaltır ki bu çok önemli bir korunmadır. Kulak tıkacının bu yararına karşılık önemli bir dezavantajı duyulması gereken seslerin duyulamaması riskini yaratmasıdır. |  |
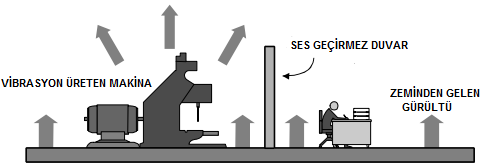
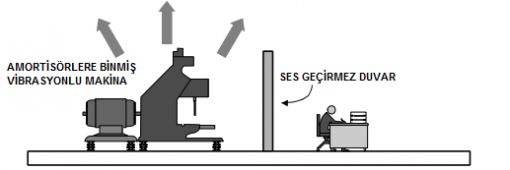
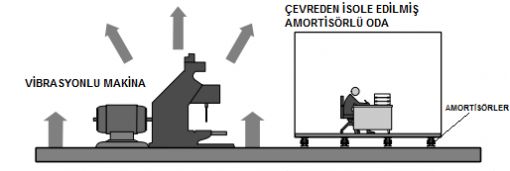
| Aşağıda vibrasyonlu çalışmakta olan ağır bir makinayı izole etmek için yapılan bir uygulamayı veriyorum. Bu uygulamada önce makinanın amortisörler üzerine taşınması düşünülmüş, Eğer makinanın büyüklüğÜ, yerleşimİ amortisör üzerine alınmasına imkan vermiyorsa insanların bulunduğu mekan amortisör üzerine alınabilir. | |
|
ALTERNATİF A: MAKİNANIN ALTINA AMORTİSÖRLER YERLEŞTİRMEK |
ALTERNATİF B: ÇALIŞAN MEKANI İSOLE EDİP ZEMİNLE ARASINA AMORTİSÖRLER KOYMAK | |


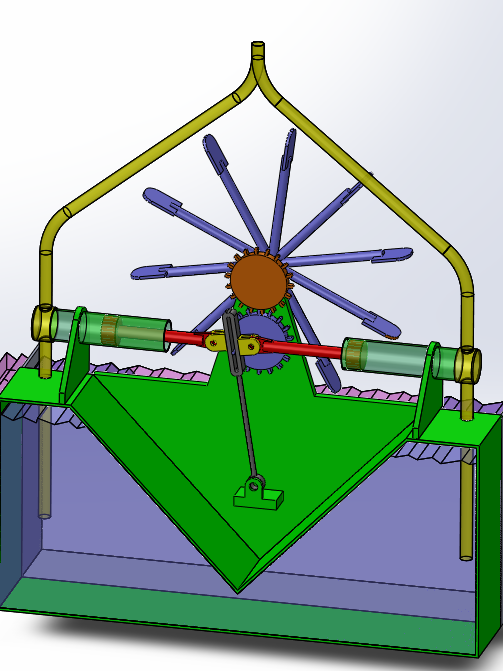
Ebu'l İz in tasarladığı akar su ile çalışan pompanın Solid Works
programında bir modelini yaparak yanda verdim. Mekanizmanın kendisini incelemek için ise dosyayı açtıktan sonra sağ üst sıradaki play tuşuna tıklayın veya imleç mekanizmanın üzerinde iken farenin orta tekerleği basılı durumda istediğiniz yöne evirip çevirerek mekanizmanın detaylarını inceleyebilirsiniz.. |
EBU'L İZ in tasarladığı pompanın tarafımdan hazırlanmış
|
| GERİ DÖN | |
|
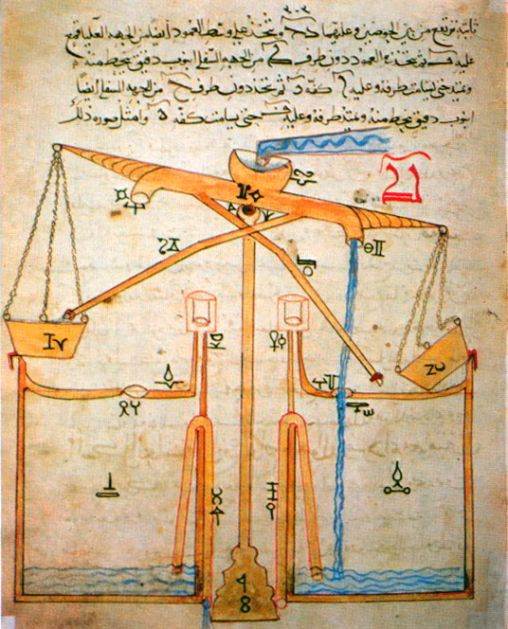
EBU'L-İzz Diyarbakır - Cizre doğumlu dahi bir mühendis. Cizreli olduğu için kitabının girişinde ismi Ebu'l İzz (Aziz) ile birlikte el-Cezeri olarak geçer (Bedi-uz zaman Ebu’l-Aziz İsmail bin el-Rezzaz el-Cezeri). Bundan 800 yıl önce yaşadı. Ondan söz eden ilk kişi Araştırmacı-yazar İbrahim Hakkı Konyalı efendidir. Daha sonra sibernetik (otomasyon) konusunda yazıları ile tanınan Dr. Toygar Akman Ebul-İz hakkında Bilim ve Teknik dergisinde iki ayrı yazı yazmıştır. Batılılar bizim kaynaklarımızı kullanarak Ebul-İz i bizden önce keşfetmiş ve Ebul-İz e ait otomatik makinaların modellerini yaparak üniversitelerinde sergilemişlerdir. Alman Profesör Wideman tarafından yapılmış olan Ebul-İz e ait birkaç otomatik makine bugün hala ERLAGEN üniversitesinde sergilenmeye devam etmektedir. Dubai-İbn-i Battuta sergi sarayında bulunan yanda resmi verilen saatlı filin işleyişi izleyenleri hayran bıraktırmaktadır. Bu saatin işleyişini gösteren VİDEO meşhur seyyah İbn-i Battuta nın anlatımı ile sunulmaktadır. Ebul-İz in günümüze kadar ulaşan
eseri “Bir gün yaptığım makinaları sunmak için sultanın huzuruna çıkmıştım. Yaptığım makinaları inceleyen sultan bana şöyle dedi. “Eşsiz makinalar yapmışsın. Bu kadar zahmetle inşa ettiğin bu araçlar kaybolup gitmesin. İcat ettiğin bu şeyleri resimleri ile birlikte benim için bir kitapta toplamanı istiyorum” dedi. Kabul ettim. Zaten başka seçeneğim yoktu. Yukarıdaki anekdotu aktarmamın nedeni, ilim adamlarının arkasında onları teşvik ve himaye eden bir iktidar sahibinin olmasının önemini belirtmektir. Eger bu sultanın (Diyarbekir sultanı El-salih Nasuriddin Ebu'l-feth Mahmut bin Muhammed bin Karaarslan bin Davut ibn-i Sukman bin Artuk) yönlendirmesi olmasa medeniyetimizin bu iftihar kaynağı bugün asla bilinemezdi. Ebu'l İzz Kitabındaki mekanizmaları 6 kategoriye ayırmış ve toplam 50 aygıtın çalışma sistemini anlatmıştır. Kitapta verilen resimleri ise bizzat kendisi çizmiştir. Kitabın aslı Topkapı sarayı III Ahmet Kütüphanesinde muhafaza edilmektedir. Yanda size Kültür Bakanlığı tarafından yapılmış tıpkı basımındaki giriş sayfasını veriyorum. Giriş sayfasının üstüne tıklayarak kitaba ulaşabilirsiniz. Çıkan kapak görüntüsünün sol alt veya sol üst köşesine tıklayarak 365 sayfalık kitabın tüm sayfalarını resimleri ile birlikte incelemeniz mümkün olur. Kitap Arapça yazılmış olup kültür bakanlığınca kurulan bir heyet tarafından tercümesi yapılarak Türk Tarih Kurumu Yayınları arasında 9751614473 numara ile basılmış bulunmaktadır. Meraklıları bu kitabı temin edebilirler. Şimdi size bu dahi mühendisin yaptıklarından
bahsetmek istiyorum. Ebu’l-İz i bugün kendisine hayran bıraktıran icatları esas olarak otomasyona dayanıyordu. Bugün elektrik motorları, servo motorlar, pünematik/hidrolik silindirler, sinyal kabloları, sensörler, switchler , PLC programları kullanılarak yapılamakta olan otomasyon işlerini Ebu'l-İz 800 yıl önce sadece su, hava ve hayvan gücü kullanarak gerçekleştirmiş ve birçok robot , otomatik hareket eden mekanizmalar, su saati vs. tasarlamıştır. Yakın tarihe kadar Krank şaft mekanizmasının (Dairesel hareketi çizgisel git-gel hareketine çeviren mekanizma) mucidi Leonardo-da Vinci olarak bilinirdi. Ancak Lenardo Da Vinci den yakaşık 300 yıl önce yaşamış olan Ebu’l-iz in tasarımlarında krank şaft mekanizmasını tamamen bugünkü şekli ile kullanmış olduğu ortaya çıkınca batılılar bu yanlış bilgiyi düzeltmişlerdir. Ebu’l-İz in tasarladığı robot ve aparatlardan birkaç tanesini sıralayalım.
|
|
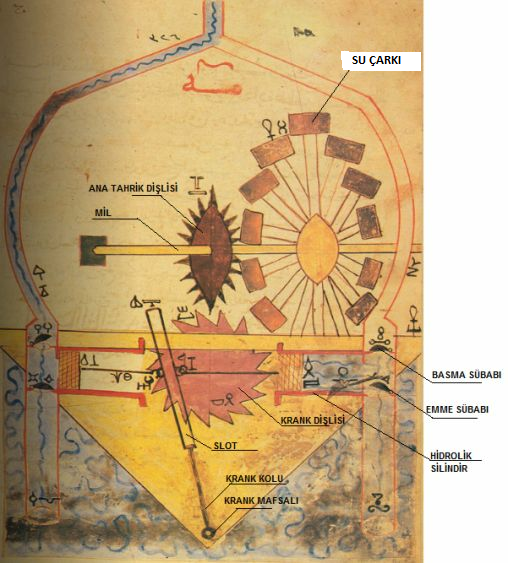
EMME BASMA SU POMPASI Bu mekanizmada enerji kaynağı olarak ırmakta akan su kullanılmıştır. Akıntının çevirdiği kanatların bağlı olduğu milin merkezindeki ana tahrik dişlisi, krank dişlisini çevirmekte, krank dişlisi üzerinde bulunan merkezden kaçık durumdaki pim krank kolunun slotunda aşağı yukarı hareket ederken krank kolunun dışına takılı kayar mesnetler vasıtası ile piston çubuğu (rod) sürekli yere paralel kalacak şekilde sağa-sola hareket etmektedir. | |
|
Krank kolu sola doğru salınım
yaparken sağdaki çift etkili hidrolik silindirin üstündeki basma sübabı kapanırken
altındaki emme sübabı açılmakta, ve bu hareketlerle eş zamanlı olarak soldaki
silindirin üstündeki basma sübabı açılırken atındaki emme sübabı kapanmaktadır.
Böylece krank kolunun sola salınımı esnasında sağdaki silindir ırmaktan doldurulmuş çift taraflı bir havuzdan emme yaparken soldaki silindir su ihtiyacı olan yüksekteki bir noktaya
basma yapmaktadır. Krank kolu sağa salınım yaparken bu işler tersine çalışmakta
ve böylece ırmaktan alınan suyun Burada dikkatinizi çekmek istediğim nokta sadece bu mekanizmaların ilk defa düşünülmüş olması değil, aynı zamanda bu mekanizmaların çalıştırılmış ve işlevlerini başarmış mekanizmalar olmasıdır. Bugün kullanılan hidrolik silindirlerin kovanları honlanmakta, piston çevresine üç, beş sıra sızdırmazlık elemanları koyulmakta, sübaplar çok özel alaşımlı malzemelerden yapılmakta ve yüksek hassasiyetlerde işlenerek sızdırmazlıkları sağlanmaktadır. Bundan 800 yıl önce bu saydığım teknolojier olmadan da sistemin işlevselliğinin sağlanmış olması oldukça dikkat çekicidir. Bu pompanın Solid Works programında modelini yaparak EXE dosyası olarak verdim. Mekanizmayı incelemek için TIKLAYINIZ | |
EBU'L-İZ ile ilgili linkler http://davinciautomata.wordpress.com/category/al-jazari/ http://www.history-science-technology.com/Notes/Notes%203.htm http://www.ebuliz.com/el-cezeri-kimdir/ http://www.muslim-heritage.com/ | 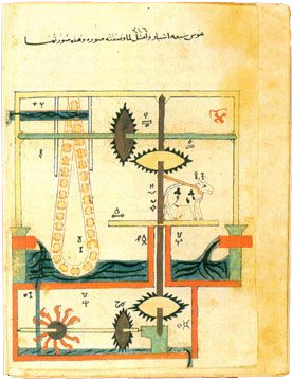 |
|
|


İnsanoğlu önce kendini bilmek istedi. Bunun için işe etrafını araştırmakla başladı. Yüzünü göğe çevirdi ve gök yüzünü inceledi. Orada bulacağı işaretler ile kendi varlığının nedenini bulmaya çalıştı. Bu nedenle önce astronomi, astronomi için geometri, geometri için trigonometri, matematik, cebir gelişti. Bu gelişmeler beraberinde teknolojiyi yani mühendisliği getirdi. | |
Mühendisliğin tarihi esasında mucitler ve icatlar tarihidir. Bu icatlar milletlerin siyasi ve sosyal tarihini de derinden etkiledi. Çağında en yüksek teknolojiye sahip milletler daha müreffeh yaşarken, savaşlar ise en iyi teknolojiye sahip ordular tarafından kazanıldı. Bu noktada İslam medeniyetinin bilim ve teknolojideki yerinden bahsetmeden geçemeyeceğim. Bizler ne yazık ki batının
beyin yıkama ve aşağılama faaliyetleri nedeni ile kendi kültür ve medeniyetimizden
habersiz kaldık. Ancak zaman zaman batıda insaf sahibi bilim adamı ve yazarlar da çıkmaktadır. Aşağıdaki paragraf Amerikan-Toronto halk kütüphanesinin sitesinden alıntıdır. |  |
“8. 9. yüzyıllarda Avrupa her bakımdan karanlık bir çağa kilitlenip kalmışken İslam dünyası medeniyetin zirvesine ulaşmıştı. Eğer İslam dünyasının bilim adamları ve düşünürleri olmasaydı bu günkü modern dünyanın ulaşmış olduğu matematik, astronomi ve tıp alanındaki seviyeye gelmek imkansız olurdu”. Bkz. "TORONTO PUBLIC LIBRARY"Bu ifadeler Ryerson üniversitesi, Bilim ve teknoloji tarihi kürsüsü Yardımcı profesörü Dr. Ingrid Hehmeyer e aittir. Dr.Heymer üniversitelerde verdiği konferanslarda modern dünyanın bu gün sahip olduğu bilim ve teknolojinin temellerini atan İslam alimlerinden insaf ve övgü ile bahsetmektedir. El-Biruni, El Cabir, İbn-i Sina, Battani, Cabir Bin Hayyan, İbni Heysem, Ebu'l Vefa, Farabi, İbni Haldun, İbni Rüşd, El Kindi, Nasirüddin Tusi, Ebul-iz gibi özellikle İslamiyetin ilk yayılma döneminde bilimde çığır açan yüzlerce islam alimi bulunmaktadır. Konumuz mühendislik olduğu için bu sayfalarda sadece mühendislik alanında adından söz ettiren islam alimlerini ve diğer önemli batılı bilim adamlarını anlatmaya çalışacağım. | |
 |
|
| EBU'L-İZ : | ARŞİMET |
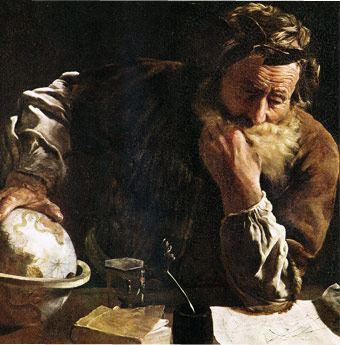
Hiç şüphesiz bizim mesleğin piri, “Bana yeteri kadar uzun bir manivela ve birde destek noktası verin, dünyayı yerinden oynatayım” diyen Arşimetdir. Bundan 2200 yıl önce yaşamış olan Sicilyalı bu dahi’nin mühendislik dünyasına ilk katkısı bugün hala yaygın olarak kullanılan helezon konveyörler ve palangalardır. Ayrıca Romalılar tarafından kuşatılan Sicilya’nın savunmasında kullanılan savunma silahları (mancınık, gemileri yakan dev aynalar vs.) Arşimetin buluşlarıdır. |
| ||
|  |
|  |
Onunla ilgili en fazla bilinen hikaye “ suya batırılan bir cismin taşırdığı suyun ağırlığı kadar kendi ağırlığından kaybettiğini fark ederek hamamdan "eureka" (buldum, buldum) diye haykırarak çırıl çıplak dışarı fırlamış olmasıdır. Bu buluşu sayesinde Sicilya kıralına tacının saf altın olup olmadığı hususunda kendisinden beklediği cevabı verebilmiştir. (Her maddenin özgül ağırlığı farklı olduğundan aynı ağırlıktaki farklı cisimler farklı hacme sahiptir. Bu nedenle suya batırılan aynı ağırlıktaki iki farklı cisim farklı miktarlarda su taşırırlar.) Arşimetin mühendislik alanındaki bir diğer tespiti ise kaldıraç kanunudur. Bir desteğin her iki tarafındaki farklı kuvvetlerin dengede olabilmesi için destek noktasına olan uzaklıkları ile kuvvetlerin çarpımlarının eşit olması gerektiğini önce Arşimet kural olarak bulmuştur. | 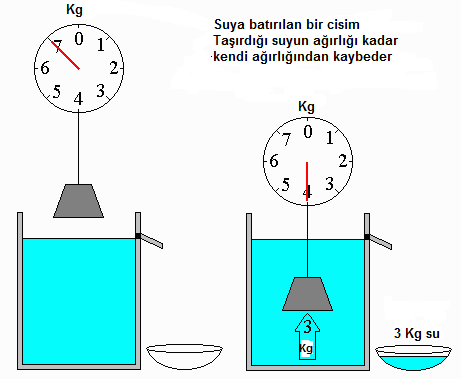 | ||
Eskiden mühendislik ayrı bir meslek olarak icra edilmiyordu. Astronomi, matematik, fizik konularında kafa yoranlar mühendislik alanında da buluşlar yapıyordu. Π sayısını ilk defa bu günkü değerine en yakın olarak hesaplayan kişi de Arşimet dir. Bu gün özel olarak bu iş için tasarlanmış bilgisayarlar bile pi sayısını virgülden sonra ancak 6,442,450,000 haneye kadar hesaplayabilmişlerdir. (irrasyonel olan pi sayısının 3 den sonraki basamak sayısı sonsuzdur) Arşimetin Π sayısını hesaplamak için kullandığı yaklaşım oldukça ilginçtir. Bir dairenin dışına çizilen karenin çevresinin, dairenin çevresine oranının Π sayısından büyük, dairenin içine çizilen karenin çevresinin ise dairenin çevresine oranının Π sayısından küçük olması gerektiğini tespit eden Arşimet, daha hassas hesap için kare yerine dairenin içine ve dışına çizdiği 96 gen den yola çıkarak Π sayısının değerinin 3-10/70 ile 3-10/71 arasında olması gerektiğini bulmuştur. |
| |
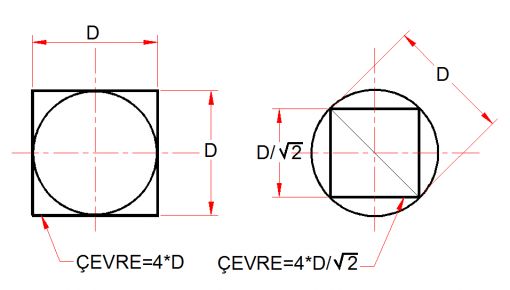 DIŞ KARENİN ÇEVRESİ > DAİRENİN ÇEVRESİ > İÇ KARENİN ÇEVRESİ 4*D>DAİRENİN ÇEVRESİ>4*D/√2 4>π>4/√2 4>Π>2,828427 | ||
Arşimet geometri alanında da birçok formülü bulan kişidir. Kürenin yüzey alanın 4 ΠR2, hacminin ise Sicilyayı sonunda ele geçiren Romalılar şehrin düştüğünden habersiz bir şekilde matematik problemleri üzerinde çalışmakta olan Arşimeti tutuklamak isterler, ancak Arşimet üzerinde düşündüğü problemi çözmeden bir yere gidemeyeceğini söyleyince öfkelenen bir asker tarafından oracıkta öldürülür. Arşimet ölmeden önce dostlarına, öldüğünde mezarının başına bir silindir içine yerleştirilmiş küre heykeli koyulmasını vasiyet etmişti. Bu heykel onun bulduğu şu kuralı sembolize ediyordu. Bir silindir içine sığan kürenin hem hacmi hem de yüzey alanı silindirin hacmi ve yüzey alanının 2/3 ü oranındadır. |
| |
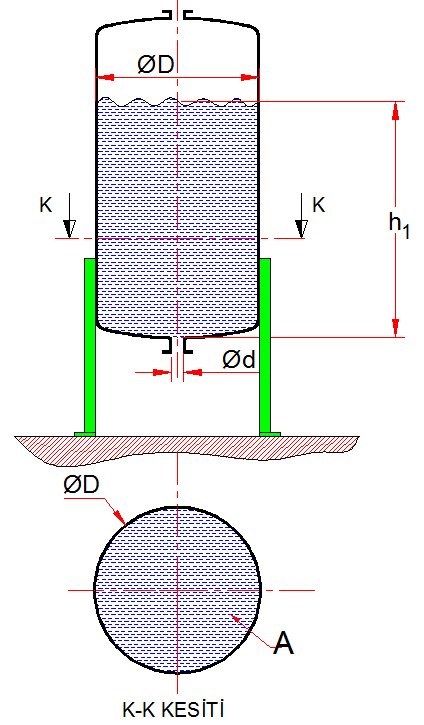
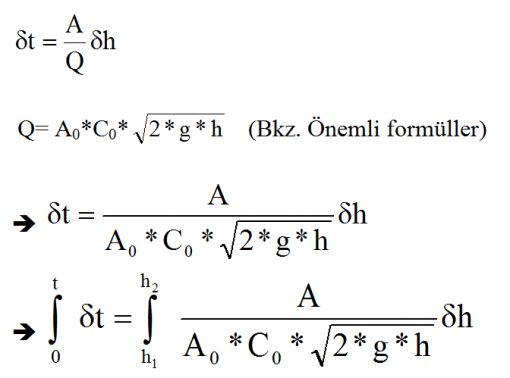
D çapında silindirik bir tank h1 seviyesine kadar akıcı (Newtonian) bir sıvı ile doludur. İlk bakışta basit bir soru gibi gözüküyor. Ama hiçte öyle
değil. Yani Q=V/t → t= V/Q Yukarıda bulunan denklemi zamanın ve sıvı yüksekliğinin |
Q= Boşalma debisi (m3/sn) A0= çıkış deliğinin kesit alanı (m2) C0= Orifis katsayısı (Bu tip orifislerde g= yerçekimi ivmesi (9.8 m/sn2) h1= Sıvının ilk seviyesi (m) h2= Sıvının son seviyesi (m) | |
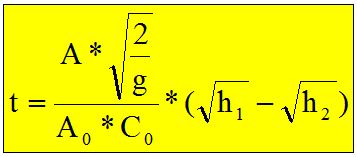
Yukarıdaki denklemin integral çözümünden |
| |
Not: Bu formülde sadece A kesiti olduğu için
| ||
| (İntegral çözümleri için http://integrals.wolfram.com sitesini kullanabilirsiniz) | ||
Çapı 6
metre ve boyu 10 metre olan bir tankın içinde bulunan sıvının seviyesi
altındaki boşaltma deliğinden 7
metre yukarıdadır. | ||
Tankın kesit alanı D=6 m => A= 28.27 m2 Boşalma deliğinin alanı d=0.15 m => A0= 0.0177 m2 Tank içindeki sıvının ilk seviyesi h1=7.3 m Tank içindeki sıvının son seviyesi h2=0 m (Tamamen boşalacak) Boşalma deliği orifis katsayısı C0=0.6 Yukarıda verilen t formülünden | ||
 | ||
Aynı büyüklükte yatık konumdaki tankın boşaltılması ne kadar zaman alır. BAKINIZ PROBLEM 5
| ||
| ||
BAŞLAR BOMBELİ, SİLİNDİRİK YATIK TANK NE KADAR SÜREDE BOŞALIR. Problem 3 de belirtilen tipte bir tankın altındaki vana tam açılırsa atmosfere açık bir yere ne kadar sürede boşalır. Bu problemin çözümü PROBLEM 4 ün çözümüne benzer. Ancak bu problemde sıvı seviyesi (h) düştükçe çıkış ağzındaki basıncın azalması yanısıra tankın kesit alanıda değişir. Dolayısı ile bu problemde Q ile birlikte kesit alanı A da h yüksekliğine bağlı olarak problemin algoritmasında yer almalıdır. Bu algoritmanın yazılmasını sizlere bırakıp aşağıda doğrudan t nin formülünü veriyorum.
| |
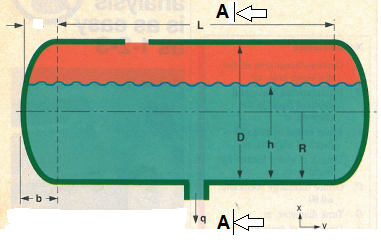 |
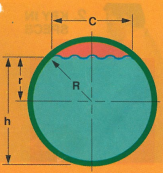
KESİT A-A
|
Bu formülde birinci terim tankın silidirik kısmının boşalma zamanı, Eğer tank silindirik değil dikdörtgen veya kare kesitli ise PROBLEM 4 de verilen süre formülü kullanılmalıdır. | Bu formülde t= Boşalma zamanı (sn) |
| GERİ DÖN | |

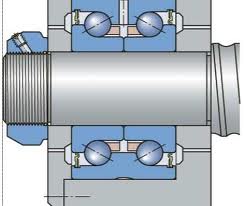
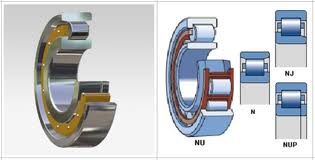
Rulmanların tiplerine göre özellikleri ve kullanım yerleri için ilgili rulman resim veya yazısı üstüne TIK layınız BİLYALI RULMANLAR | |||
 |  |
|  |
| Eksenel bilyalı rulmanlar (Thrust ball bearings) | |||
| |||
 |  |  |  |
| Silindir makaralı rulmanlar (Cylindirical roller bearings) | Oynak makaralı rulmanlar (Spherical roller bearings) | Konik makaralı rulmanlar (Taper roller bearings) | Eksenel makaralı rulmanlar (Cylindirical roller thrust bearings) |
1992 veya 1993 yılının yaz aylarında ERDEMİR Etüd ve proje kısmında mühendis olarak çalıştığım günlerde ODTÜ Makine mühendisliğinde okuyan genç bir delikanlı staj yapmak üzere aramıza katıldı. Daha katıldığı günün ertesinde hepimizin sevgi ve sempatisini kazanmıştı. Diğer stajyer öğrenciler gibi akşam olsa da gitsek tavırları yoktu. Sanki yıllardır beraber çalışıyormuşuz gibi içimizden biri olmuştu. Bu son derecede zeki genci angarya işlerle meşgul etmek yerine ona ciddi görevler veriyor ve sonuç alıyorduk. | |
Neşeli, muzip, hayat dolu ve vatanperver bu gencin ismi Hüseyin Başbilen idi. Okuldan mezun olduktan sonra girmiş olduğu ASELSAN da uçak tanıma sistemlerinin millileştirilmesi ve şifre çözümlenmesinde görev almış, ayrıca kanas suikast silahlarının gece görüş dürbünleri ve milli tank projesi üzerine çalışmalar yapmıştı. Bu genç 2006 yılında Ankara-Ayancık yolu üzerinde otomobilinde ölü olarak bulundu. Ankara Cumhuriyet Başsavcılığı olayı intihar olarak niteleyip dosyayı kapattı. Ancak ailesi, onu yakından tanıyanlar ve ben şüphesiz bir şekilde inanıyoruz ki bu hadise ülkemizde önemli projelerin yapılmasını istemeyen bir takım güçler tarafından işlenmiş bir cinayettir. Nitekim elde edilen yeni deliller üzerine Ankara Özel Yetkili Cumhuriyet Savcılığı tarafından dosya yeniden açıldı. |
|
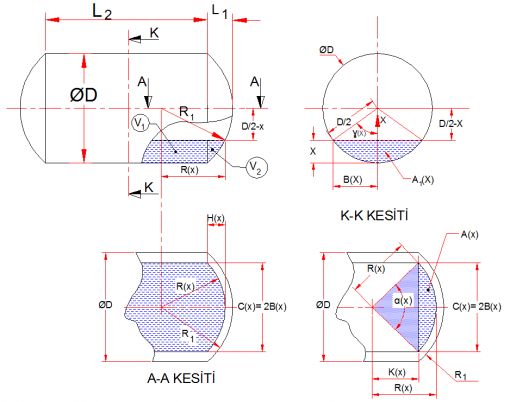
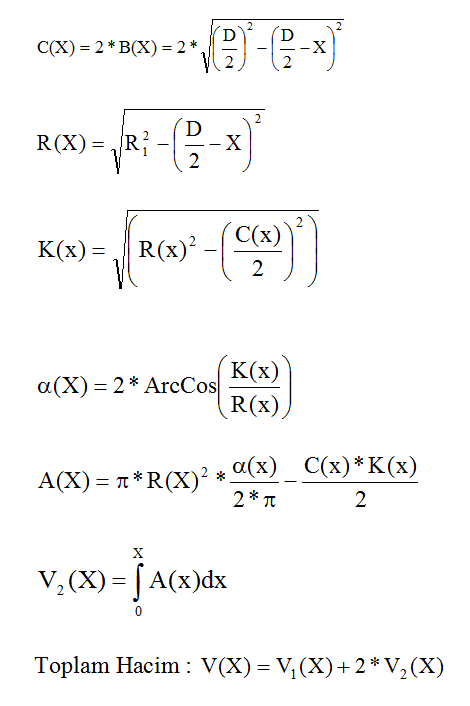
HÜSEYİN BAŞBİLENİN ALGORİTMASINI HAZIRLADIĞI PROBLEM Hüseyin Başbilen'in anısına onun Erdemir de stajyer öğrenci iken çözmüş olduğu bir problemi veriyorum. Problem; silindirik ve başları bombeli, yatık konumdaki sıvı tankında ölçülen sıvı seviyesine göre içinde kaç litre sıvı olduğunu veren bir liste hazırlanması idi. Ertesi günü problemin analitik detaylarının anlatıldığı algoritma ve bu algoritmanın uygulandığı MathCAD programından alınmış milimetrik seviyeye göre sıvı hacımlarını belirten tablo hazırdı.
|
|


| V1 : TANKIN SİLİNDİRİK KISMINDAKİ SIVI HACMİ V2 : TANKIN BOMBELİ KISMINIDAKİ SIVI HACMİ V : TANKTA Kİ TOPLAM SIVI HACMİ D: TANKIN ÇAPI L2 : TANKIN SİLİNDİRİK KISMININ BOYU R1 : TANKIN BOMBE RADYÜSÜ X : TANKIN ÖLÇÜLEN SIVI SEVİYESİ |
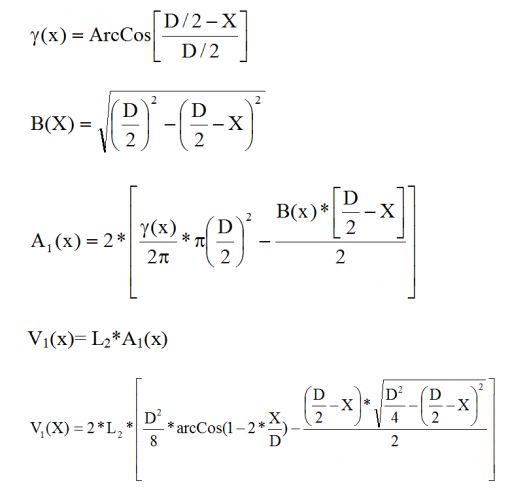
SİLİNDİRİK KISMIN HACIM ALGORİTMASI
| |
BOMBELİ KISIMLARIN HACIM ALGORİTMASI | Hüseyin Başbilen'in stajyer öğrenci olarak hazırladığı algoritmayı bu tip problemleri çözmeye meraklı olanlar MathCad programına uygulayarak sıvı seviyesine göre hacım değerlerini elde edebilirler. Eğer böyle bir probleminiz varsa ve hazırdan sonuç almak istiyorsanız internette başlar yarım bombe olan tankların seviyesine göre hacmini veren programı kullanabilirsiniz SIVI SEVİYELERİNE GÖRE BAŞLAR YARIM BOMBE TANK HACMI
|
PROBLEM 1. : Yüksekten düşen bir cisim kirişi nasıl deforme eder Yanlış soru: 5 metre yüksekten düşen 1 Kg ağırlığında bir Doğru Soru: 5 metre yüksekten düşen 1 Kg ağırlığındaki bir |
 | |
Ülkemizde bir çok kişide hatta bazı mühendislerde yanlış bir kanı vardır. O yanlış kanı yüksekten düşen cismin çarptığı yere ağırlığının 5-10 katı kadar şok kuvvet uyguladığı şeklindedir. Önce şu yanlışı düzeltelim. Şok kuvvet diye bir şey yoktur. Şok enerjinin bir şekilden başka bir şekle çok hızlı geçmesi ile oluşan etkidir. Ancak sonucu itibariyle bir kütlenin çarptığı yerde yarattığı etkinin kendi kütlesinden kat be kat fazla bir kütlenin yaratacağı etkiye eşit olması nedeni ile bu etkiyi yapabilecek kütlenin ne olduğu çarpan kütlenin ŞOK FAKTÖRÜ ile çarpılması ile bulunur. (Bu etkiyi yaratan kuvvet değil hızlanmış kütlenin kazandığı enerjidir). Yukarıdaki soruya geri dönersek; Oluşacak deformasyon tamamen çarpan cismin ve çarptığı kirişin şekline ve malzeme özelliklerine bağlıdır. Eğer çarpan ve çarpılan malzemenin elastikiyet derecesi yeteri kadar yüksek ise deformasyon olmaz fakat malzeme esner. Eğer elastikiyet yeterli değilse çarpanda ve çarpılanda bir miktar deformasyon olur, bir miktar enerji de esneme yolu ile emilir. | ||
Şimdi yukarıdaki soruyu tamamlayarak tekrar soralım. 5 metre yüksekten düşen 1 Kg ağırlığındaki bir kütle çarpmış olduğu Cevap: Çarpan kütlenin hiç deforme olmayacak kadar sert olduğunu ve geriye sekmeyeceğini kabul edersek. 1. Düşen malzemenin çarptığı noktada aktardığı enerji (yapılan iş) W=mgh = 1 Kg * 9.8 m/sn² * 5000 mm = 49,000 N-mm 2. Kirişin elastikiyet kat sayısı “K” (yay sabiti) | 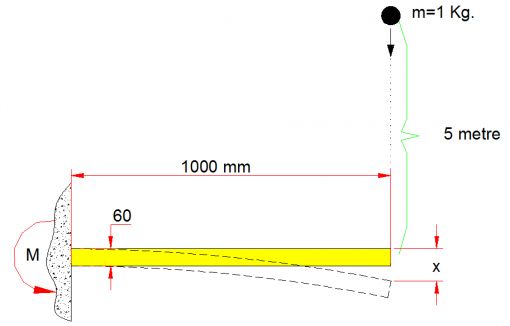 | |
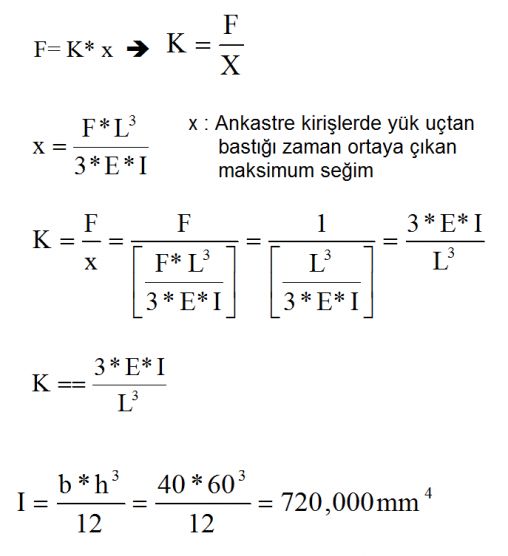 |
I : Kirişin atalet momenti (mm4) E= 210,000 N/mm² (Çelik için) L= 1,000 mm.
h= kiriş yüksekliği= 60 mm. b= kiriş genişliği =40 mm | |
 | ||
| Enerji denkleminde yerine koyarsak | ||
| ||
Böylece çarpan kütlenin ankastre kirişte 15 mm lik bir seğime sebeb olduğunu bulduk. Ancak bu seğim kalıcı bir deformasyonmu yoksa esnememi? Bunu anlamak için kirişte ortaya çıkan gerilimi hesap etmemiz gerekir. | ||
 | ||
Kirişte oluşan maksimum moment: M=F*L= 6,804*1,000 = 6,804,000 N-mm Nominal eksen kirişin tam ortasından geçtiğinden 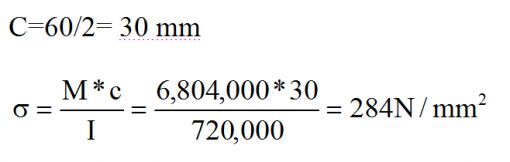 | 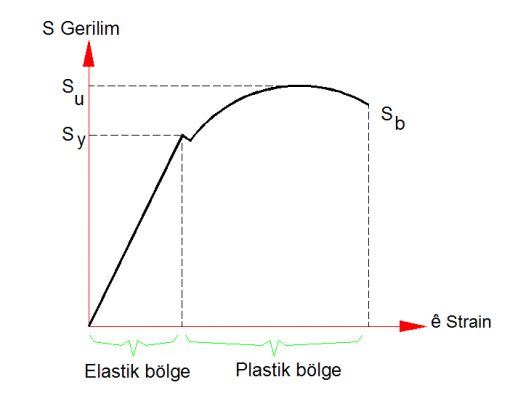 | |
Kiriş malzemesinin St37-2 olduğunu kabul edersek, bu malzemenin çekme dayanımını TABLO dan | ||
NOT: Bu cevaplarda çarpanda bir deformasyon olmayacağı kabul edilmiş olduğu gibi çarpmanın olduğu noktada da kirişin ezilmeyeceği ve çarpan cismin geri sekmeyeceği kabul edilmiştir. Normalde hem kiriş hemde çarpan cisimde ezilme olur ve çarpan da bir miktar geri seker. Bu nedenle enerjinin bir kısmı bu işlere harcanır, geri kalan ise kirişi büker. Yani kirişin deformasyon miktarı hesap edilenden daha az olur. | ||
| GERİ DÖN | ||

 | |
ENTERESAN EĞİTİCİ PROBLEMLER Bu kısımda karşımıza sık çıkan problemlere açıklayıcı bilgilerle cevap vermeye çalışacağım. İnternette ve her türlü programın çok kolay temin edildiği çağımızda bu problemler ile uğraşmaya ne gerek var diye düşünen olabilir. Ancak anlamadan çözülmüş problemlerde yapılacak bir hata karşımıza telafisi çok zor başka sorunları çıkartabilir. Hesap makinası var diye çarpma işlemini öğrenmemek tam anlamı ile aymazlıktır. Problemin çözümünü bilmeyen sorunları da anlayamaz. Aksi takdirde karşılaşacağımız problemlere yandaki bayanın motora bakması gibi bakakalırız. Herşeyden önce bu konuları bilmek sorunlara daha kolay yaklaşım yapabilmemizi sağlar. |
|
| Gündelik mühendislik yaşamında hiçbir kalıba sığmaz çok farklı parametrelere sahip yüzlerce problem ile karşılaşırız. Bilgisayarınız tıka basa hazır programla dolu olsa bile sorunu hiçbir köşesinden yakalayamadığınız için bu sorunların parametrelerini programa data olarak da girmek mümkün olmaz. Diğer yandan mesleğini seven mühendisler için problem çözmek büyük bir zevktir. | |
Evet basit bir konu ama çok da önemli. İşletme içinde ortaya çıkan ayak burkulması, düşme, çarpma gibi iş kazalarının çoğu kullanılan merdivenlerin uygun açı ve ölçülerde olmamasından kaynaklanıyor. Örnek: 50º ile 65º dereceler arasında merdiven açısı asla kullanılmamalıdır. Bu sayfada size ergonomik açıdan işletme içi merdiven ölçüleri ne olmalıdır sorusuna cevap vermeye çalışacağım. | |
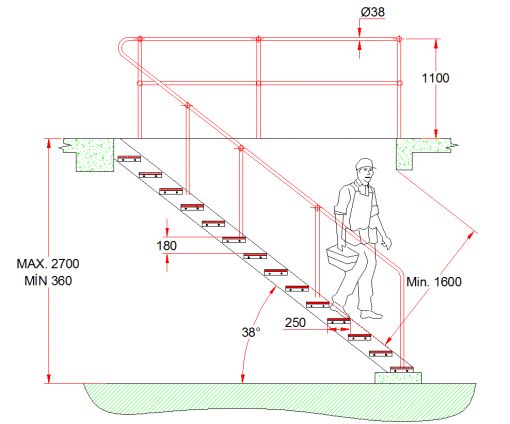 | |
Yukarıdaki resimde ideal şartlarda işletme içi merdivenlerde başlıca uygulanması gereken ölçüler verilmiştir. Elbette bu ölçülerin uygulanamayacağı alanlarda bazı ölçüleri farklı uygulamak gerekebilir ancak bu ölçülerin limitleri vardır ve bunun dışına çıkılmamalıdır. |
Bir merdivende iş güvenliği açısından en önemli faktör merdivenin açısıdır. Mekanın elverdiği açı ne ise o bölgede kullanılabilecek merdiven tipi belirlenmelidir. Yandaki grafikten bu açıların ne olması gerektiğini bulabilirsiniz. 90º - 75 º arasında yapıya bağlı kedi merdiveni. | 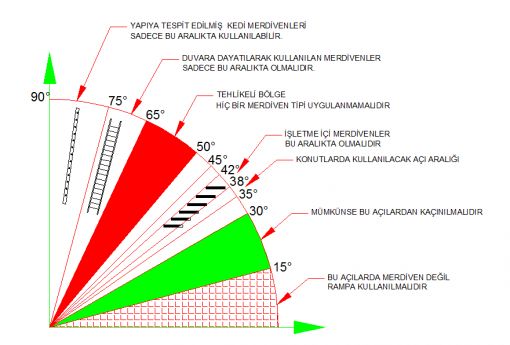 | |
2*Y+G = 610 Burada Y= Basamak yüksekliği, G= Basamak genişliği Örnek: Basamak yüksekliği 180 mm olan bir merdivenin genişliği ne olmalıdır G=610 - 2*180 => G= 250 mm.
| ||
KEDİ MERDİVENLERİ Özellikle işletme içinde bulunan vana bakım platformu vs. gibi çok sık kullanılması gerekmeyen mahallere ulaşmak için kedi merdivenleri kullanılır. Bu merdivenlerde en önemli husus tırmanılacak yerin yüksekliği 2.5 metreden fazla ise bu merdivenlerde mutlaka emniyet kafesi bulunması gereğidir. Diğer önemli husus bu medivenlere bir den fazla kişi tırmanması gerekiyorsa merdiven üzerinde aynı zamanda sadece bir kişinin tırmanıyor olmasıdır. (Birinci kişi platforma ulaştıktan sonra diğer kişi tırmanmaya başlamalıdır.) İdeal bir kedi merdiveni yanda belirtilen ölçülerde olmalıdır.
| 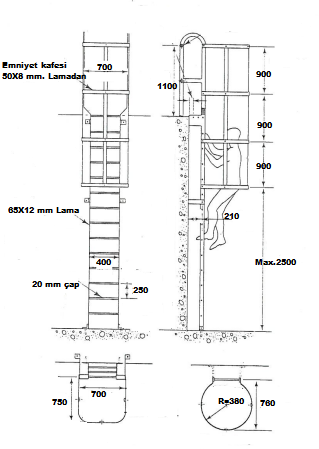 |
0 Yorum - Yorum Yaz
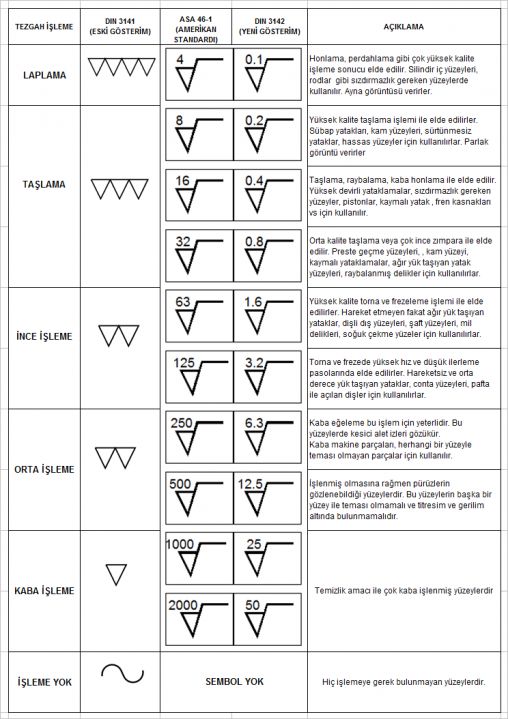
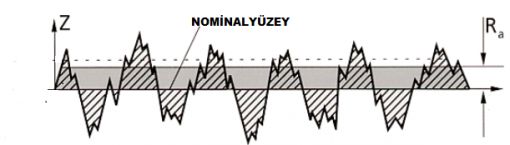
YÜZEY İŞLEME İŞARETLERİ En hassas işlenmiş yüzeyler bile pürüzlüdür. Yüzey pürüzlülüğü olmasaydı üst üste konmuş iki sıfır pürüzlülük değeri olan yüzeyler arasında hava olmayacağından bu yüzeyleri birbirinden ayırmak imkansız olurdu. Pürüzlülük sıfır olamasada azaltılabilir. Daha pürüzsüz yüzey işlemeleri kaliteyi arttırır ancak pahalıdır. Yüzey işleme işaretleri Türkiyede yakın geçmişe kadar yan yana üçgenler (DIN 3141) ile gösteriliyordu. Bu gösterim kendini güncelleyememiş bazı imalatçı ve projeciler tarafından hala kullanılmaktadır. | |
Türkiyede artık çoğunlukla kullanılmaya
başlanan DIN 3142 normunda pürüzlülüğünün derecesi Ra değeri ile belirtilir. | |
| 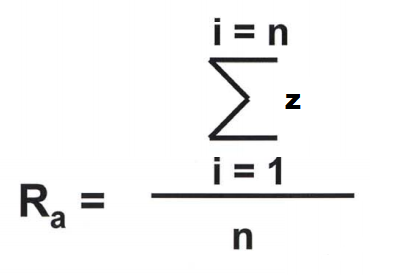 |
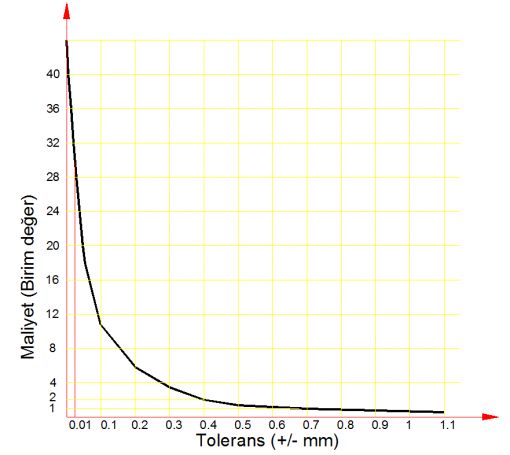
Ra değeri yüzeyin nominal ölçüden eksi ve artı yöndeki yükselti ve çukur ölçülerinin ortalamasını milimetrenin binde biri cinsinden (μm) veren değerdir. Bu değer yüzey işleme işaretlerinin üstüne yazılarak imalatçıya parçanın nasıl işlenmesi gerektiği konusunda bilgi verilir. Ra değeri azaldıkça imalat maliyeti Şekil 1 den görülebileceği gibi hızla artar. Örnek: +/- 0.7 mm hassasiyet ile işlenmiş bir yüzeyin birim işleme maliyeti bir ise, +/-0.1 mm. hassasiyet ile işlenmiş bir yüzeyin birim işleme maliyeti 10 kat, +/- 0.01 mm hassasiyet ile işlenmiş yüzeyin birim işleme maliyeti ise 30 katdır. Bu nedenle gerekmiyorsa proje ve imalatlarımızda mümkün olduğunca büyük Ra değerine sahip yüzey işleme kullanılmalıdır. Biz burada detaya girmeden sadece yüzey işleme işaretlerinin manasını, ilgili yüzeyin nasıl elde edildiğini ve bu yüzeylerin nerelerde kullanıldığını aşağıdaki tabloda verdik. TABLO: YÜZEY İŞLEME İŞARETLERİ |
ŞEKİL 1 |
 | |
 | |
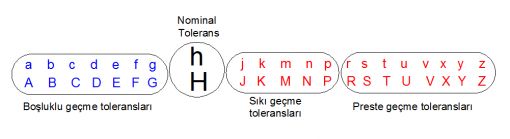
GEÇME TOLERANSLARI İki mekanik elemanın birlikte çalışmasını sağlayan ölçülerinin toleransı bu iki elemanın birlikte hangi durumlarda çalışacağını belirler. Bu durumlar çok gevşekten çok sıkıya kadar değişir.
(Not: I, L, O, Q büyük veya küçük harfleri tolerans gösteriminde kullanılmazlar)
| |
Her geçme toleransının bir derecesi vardır. Bu dereceler pratikte 5 ile 11 arasında değişir. (1,2,3,4 dereceleri çok yüksek hassasiyet gerektiren ölçü aletlerinin imalatında kullanılır). Bu derece ne kadar küçükse o toleransın hassasiyeti o kadar fazla olmalıdır. Yandaki grafikten görüleceği gibi tolerans azaldıkça yüzey işleme maliyeti çok fazla artmaktadır. Örnek: İşlenecek yüzeyin toleransı +/- 0.7 mm ise ve bu işlemenin malyeti 1 birim ise, bu tolerans +/- 0.1 e düşürülürse birim maliyet 10 kat, +/- 0.01 e düşürülürse 30 kat artar.
|
|
BELİRTİLEN TOLERANSLARIN ÖLÇÜ DEĞERLERİ Belirtilen toleranslar çapa veya genişliğe göre değişir. Bu değerler için tablolar üretilmiştir ve hemen her imalatçıda bu tablolar bulunur. Bu tolerans tablolarına internetten de ulaşmak mümkündür Bkz. TOLERANS TABLOSU
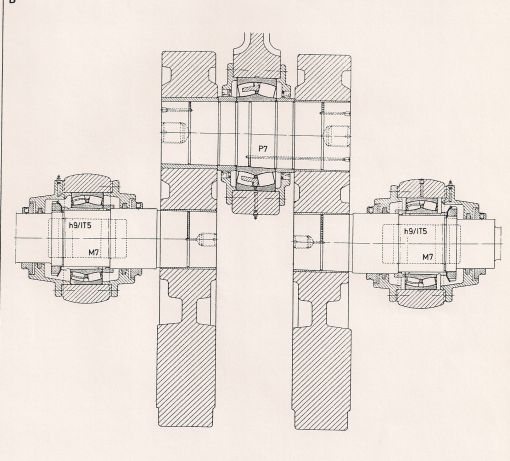
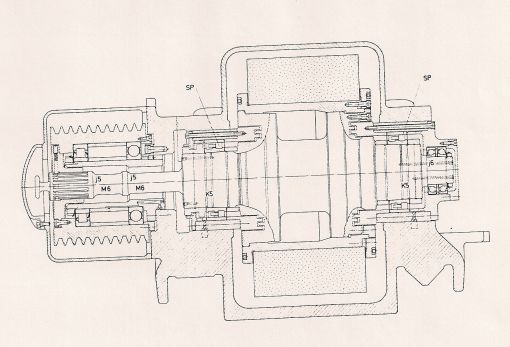
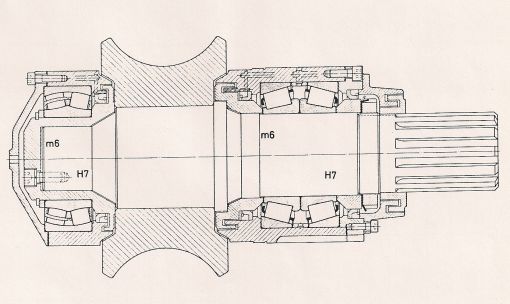
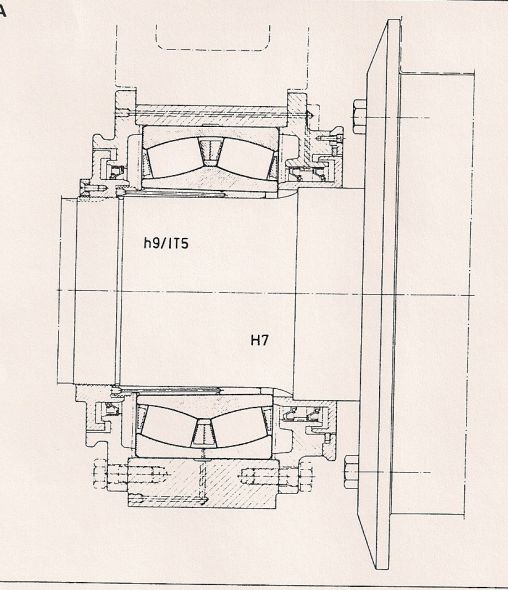
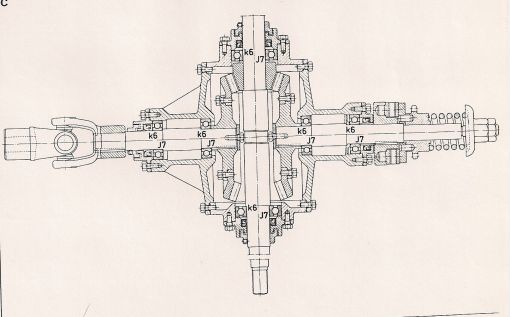
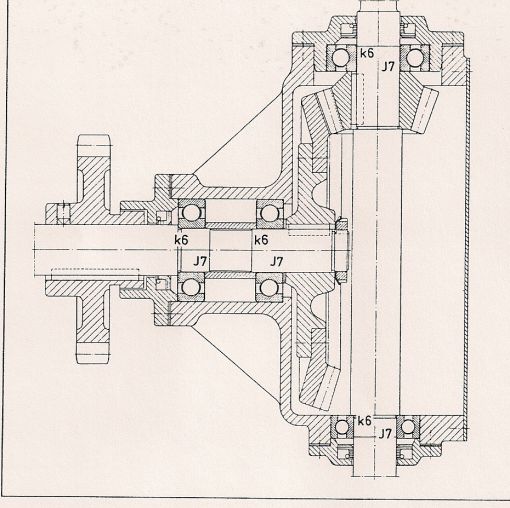
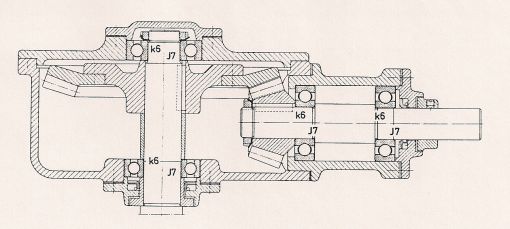
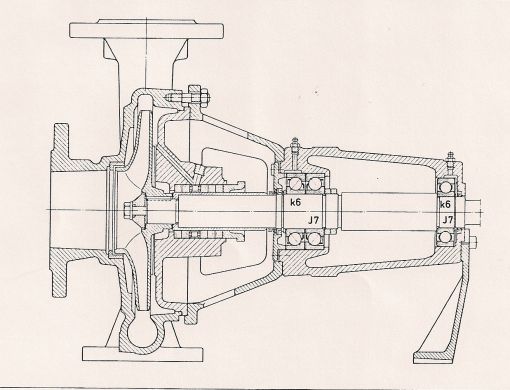
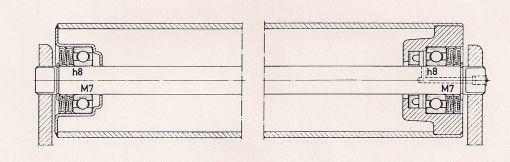
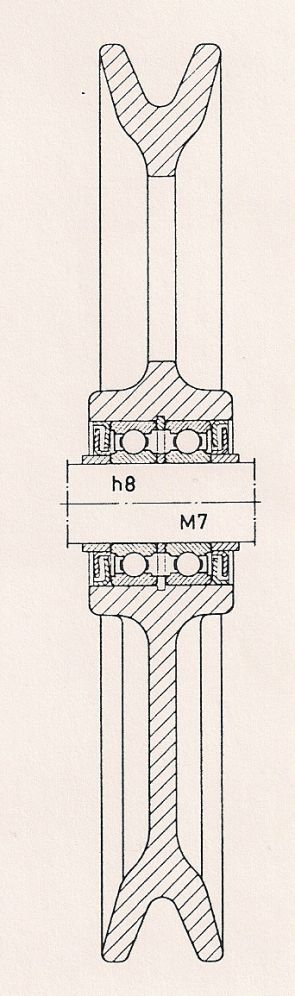
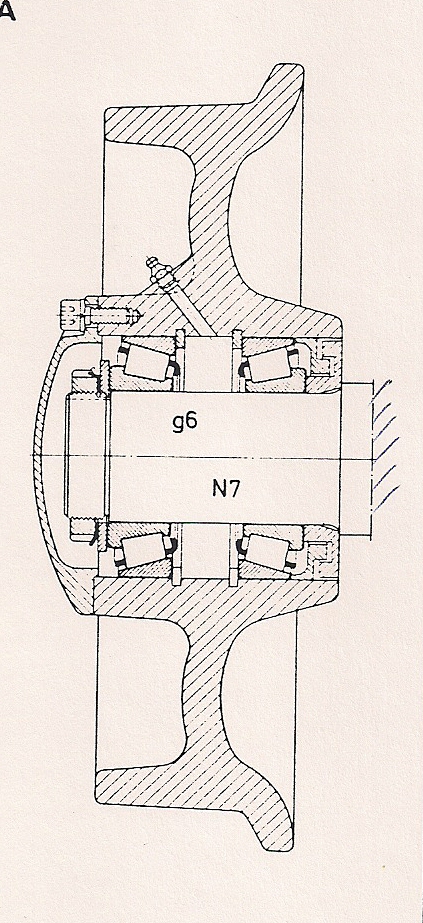
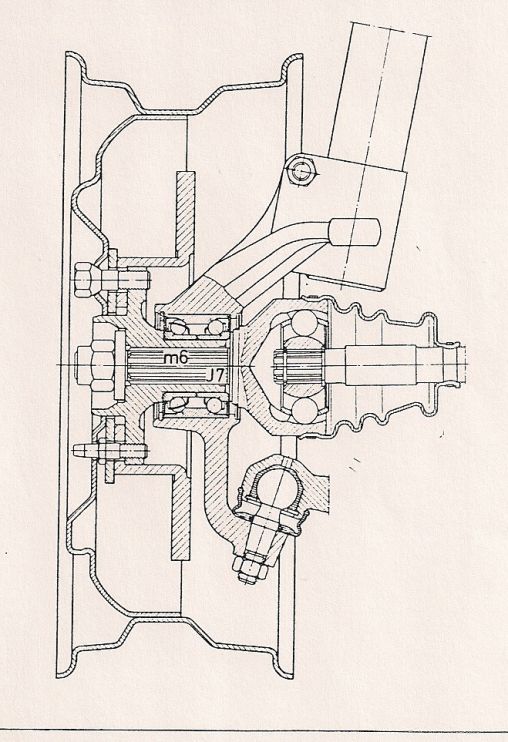
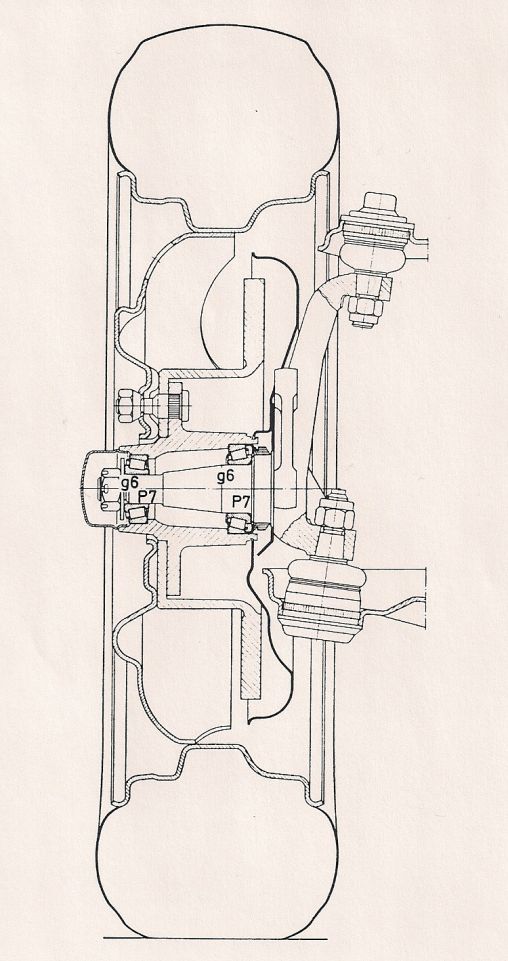
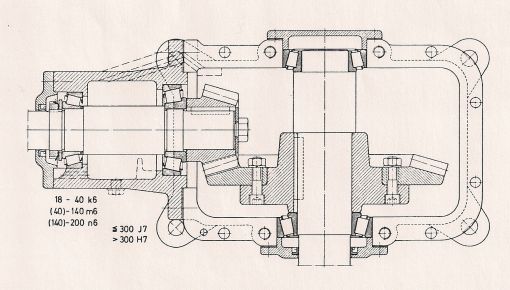
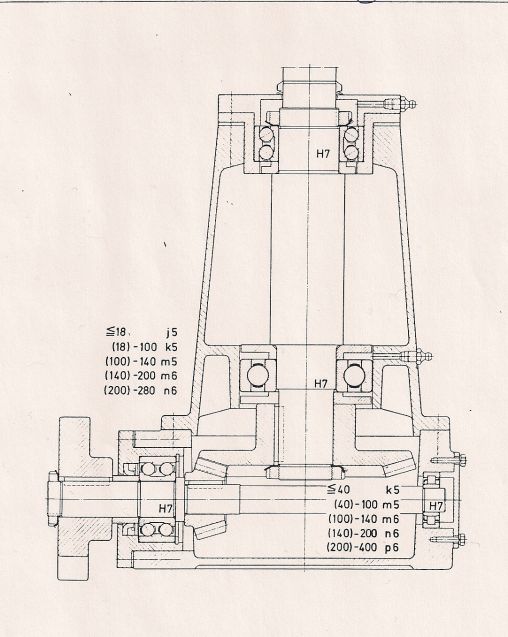
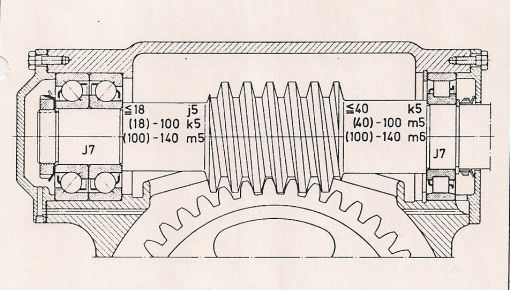
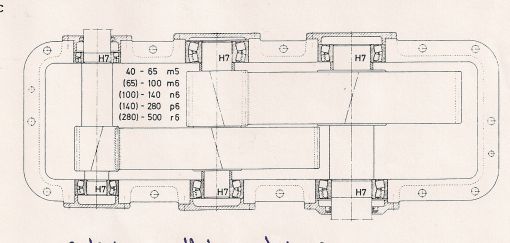
BİRİM DELİK, BİRİM MİL TOLERANSLARI Birbirine geçmiş olarak çalışacak elemanlardan mutlaka biri içte biri dışta olacaktır. (burç ile mil gibi) iç ölçü toleransı büyük harfler ile (H7, K6 gibi), dış ölçü toleransları ise küçük harflerle belirtilir (m6, h8 gibi). Bu iki elemandan birinin toleransı her zaman boşluksuz ölçü toleransı olan “H” veya ” h” toleransında belirtilir, diğer eleman ise boşluklu veya sıkı geçme toleranslarıdan biri ile belirtilir . | |
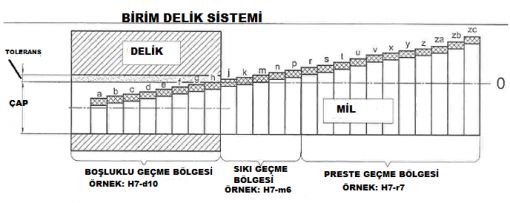 | |
BİRİM DELİK TOLERANSI: Eğer iç ölçü (delik, aralık vs.) "H" toleransı ile verilmiş ve içe geçecek malzemenin ölçüsü sıkı veya boşluklu toleranslardan biri ile belirtilmiş ise bu toleransa birim delik toleransı denilir. Örnek H7- k6.
| |
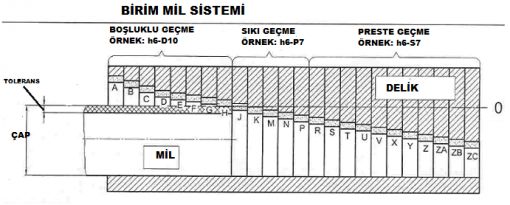 | |
BİRİM MİL TOLERANSI: Eğer içe geçecek olan malzeme (mil vs.) “h” toleransı ile verilmiş ve dışta kalacak ölçü (delik vs.) sıkı veya boşluklu toleranslardan biri ile belirtilmiş ise bu tolerans birim mil toleransı denilir. Örnek h7- K6. | |
Ne zaman birim delik, nezaman birim mil toleransı kullanılacağı dizayn eden kişinin bir tercihi olabileceği gibi zaman zamanda zorunluluklar tarafından belirlenir. Örneğin satın alınan bir hazır bir malzemenin geçme yüzeyleri belli bir tolerans ile temin edilmiş ise o malzemeye uygun tolerans kullanılır.. Örnek; İç çapı “H” toleransında temin edilmiş bir malzemeyi mile monte için birim delik toleransı kullanılır, dış çapı “ h” toleransında temin edilmiş bir malzemeyi delik çapına monte için birim mil toleransı kullanılır. |  |
TOLERANS ÇİFTLERİ Birbiri ile çalışacak malzemeler her zaman çift tolerans değerleri almaktadır. Bu tolerans çiftleri tecrübeler sonunda bazı standartlara indirgenmişlerdir. Kullanım yerlerine göre kullanılacak bu tolerans çiftleri genellikle aşağıdaki gibi eşleştirilirler. (Not aşağıda verilenler kural değildir, ancak pratikte gelişmiş kullanımlardır.) | |
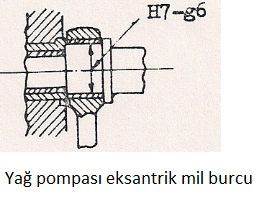
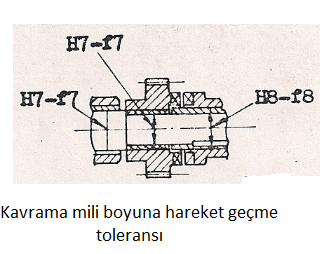
BOŞLUKLU GEÇME TOLERANS ÇİFTLERİ H7-h6 : Yüzeyleri yağlanarak geçirilen elemanlar için kullanılır. Örnek: Sık değiştirilmesi gereken kasnak göbekleri, tespit bilezikleri, kavramalar, hareketli tezgah parçaları. H7-g6 : Tutuk geçme. Örnek: Eksenel kayması gereken dişliler, kavramalar, biyel yatakları, pistonlar H8-h9 : Rahat geçme. Örnek: Transmisyon milleri tespit bilezikleri, kayış kasnaklar, dişliler, kavramalar vb. H7-f7 : Hareketli geçme. Örnek ; Takım tezgahları ana yataklar, krank şaftları, H7-e8 : Boşluklu geçmeler. Örnek sıcakta hareketliliğini devam ettirmesi gereken geçmeler H7-d9 : Çok boşluklu geçmeler. |
|
| |
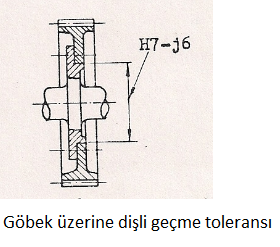
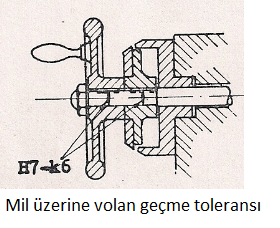
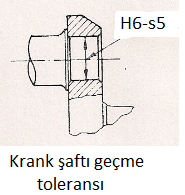
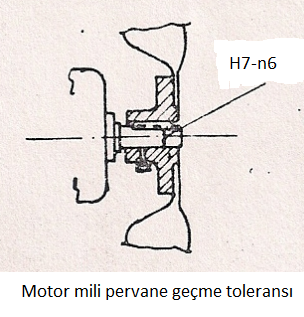
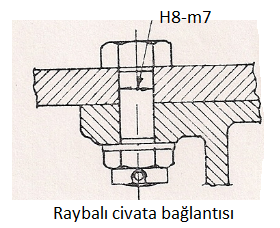
SIKI GEÇME TOLERANS ÇİFTLERİ H7- j6 : Tık tıklayarak geçirme: Ağaç çekiçle vurularak yapılan kolay sıkı geçmelerdir. Örnek: kayış kasnaklar, dişliler, el tekerleri, yatak burçları vs. H7-k6 : Çekiçle rahat geçirme: Örnek; kasnaklar, rulman iç bilezikleri, el tekerleri vs. H8-n6 : Çekiçle zor geçirme: Örnek; kasnaklar, kavramalar, kaplinler vs. H7-n6 : Presle geçirme: Örnek; Bir daha çıkarılmayacak kasnaklar, motor milne geçirilen rotorlar, muylu üstüne geçecek dişliler, göbek içlerine burçlar vs. |
| ||
 |  |
| |
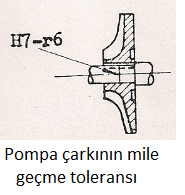
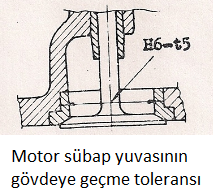
PRES GEÇMELER Preste veya yuvanın ısıtılarak genleşmesini sağlama suretiyle yapılan ve bir daha sökülmeyecek geçmelerdir. H7-r6 : Orta şiddette sabit kuvvet etkisinde oynamayacak geçmeler. Örnek pik döküm göbek üstüne çelik çember geçirme, biyellerde yatak içine presle geçirilen burçlar vs. H8-u8 : Büyük sabit kuvvet altında oynamayacak geçmeler. | 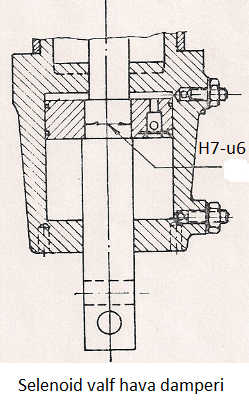 | ||
 |  |  | |
Geçme toleransları için diğer örneklere ŞAFT YATAK DİZAYNI kısmından ulaşabilirsiniz | |||

ERGONOMİ Makinayı insan kullanır. Bu nedenle kumandası manuel olarak yapılacak makinada uygulanacak ölçü ve şeklin belirlenmesinde bazı kriterlerin uygulanması gerekir. Bu kriterlerin tümüne ERGONOMİ denir. |
| |
Bir makina veya sistem için ergonomik kriterler başlıca şunlardır.
İnsanların kullanacağı bir makina, aparat, sistem vs. dizayn edilmeden önce kimler tarafından ve nerelerde kullanılacağının bilinmesi önem kazanır. Bu nedenle ergonomik faktörler aşağıda detaylı olarak verilmiştir. | ||
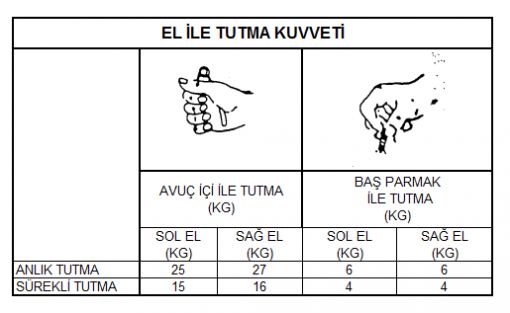
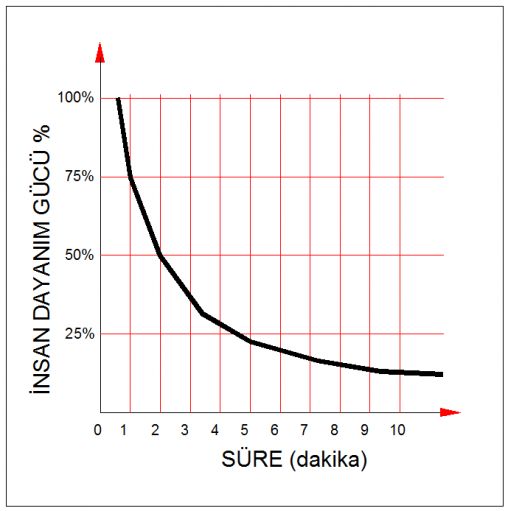
İNSAN GÜCÜ NE KADARINA YETER Çok güçlü bir adamın kasları anlık olarak 450 kilogramlık kuvvet uygulayabilir. Ancak bu güç sürekli olamaz. İnsan gücü zamana bağlı olarak ani düşüş gösterir ve yaklaşık 10 dakika sonra dayanma gücü 10-15% seviyelerine kadar geriler (Bkz. şekil 1) Genelde bayanların gücü erkeklerin gücünün yaklaşık 2/3 ü oranındadır. Güç yaş ile de değişir. Normal şartlarda (hastalık, sakatlık vs. yoksa) insanlar 25-30 yaşları arasında maksimum güce sahiptir. 40 yaşlarında insanlar gücünün 10% sini 50 yaşlarında 15% sini, 60 yaşlarında 20% sini ve 65 yaşlarında 25 % sini kaybederler. İri kıyım adamlar genelde daha güçlü olur. Ancak bu gibi insanların dezavantajları bir işi yapabilmeleri için çok daha fazla oksijene gereksinim duymalarıdır. Yani iri kıyımlar daha çabuk nefes nefese kalırlar..Hızlı yapılması gereken yorucu işler için ince yapılı insanlar daha uygundurlar. İnsanların gücü iyi bir idman (eksersiz) ile bir yılda 30-50 % arasında artış gösterebilir. | ||
İnsan gücünü etkileyen bazı faktörler vardır. Bunlar;
|
| |
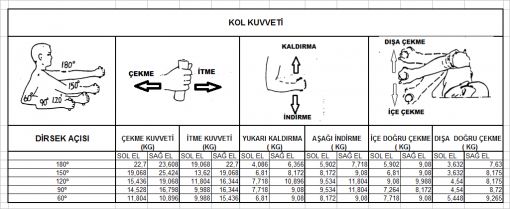
Aşağıdaki şekillerde yetişkin bir erkeğin belli pozisyonlarda uygulayabileceği kuvvetler verilmiştir. Yukarıda verilen linklerde ise dirsek konumuna göre kol ve el ile uygulanabilecek kuvvetler tablo olarak belirtilmiştir. | ||


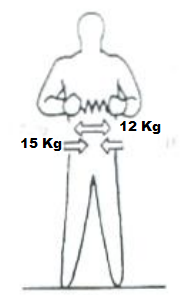 | 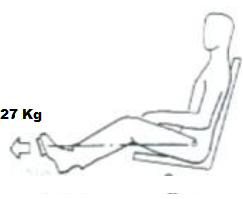 | 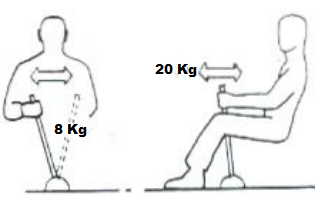 |  |
| Dirsek seviyesinde ve açıklığı yaklaşık 20 cm olan bir makasa iki el ile uygulanabilecek kuvvet | Oturur pozisyonda pedala basma kuvveti | Oturur pozisyonda dirsek seviyesindeki bir manivelaya uygulanabilecek kuvvet | Otomabil direksiyonuna uygulanabilecek kuvvet |
| ||
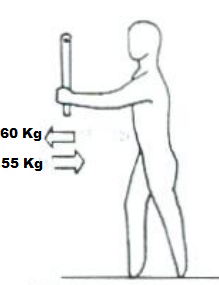 | 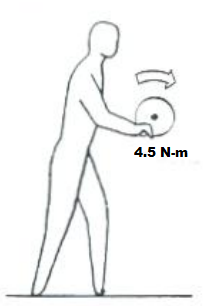 | 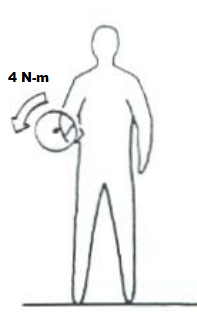 |
| Ayakta iken manivela kolu çekme itme kuvveti | Ayakta iken vana simidine ileri doğru uygulanabilecek tork | Ayakta iken yatay vana simidi çevirme torku |
İki kişinin kaldırabileceği yük bir kişinin kaldırabileceği yükün iki katıdır. Ancak üç kişinin kaldırabileceği yük bir kişinin kaldırabileceği yükün üç katı değildir. Üç veya daha fazla kişinin kaldırabileceği yük için aşağıdaki formülü kullanabilirsiniz.
TY=1KY*(2+(N-2)*0.75) Bu formülde: Örnek: | 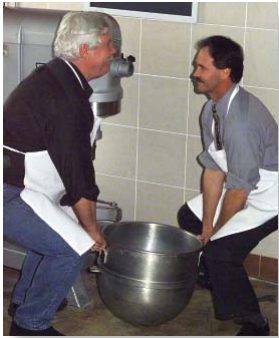 |
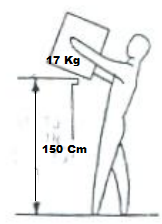
| Kaldırma kuvveti kaldırılacak şeyin büyüklüğü, şekli ve tutma yerinin şekline göre artar veya azalır. Kaldırılacak şeyin büyüklüğü kolların sarmasına imkan vermeyecek kadar büyükse kaldırma kuvveti azalır. | |
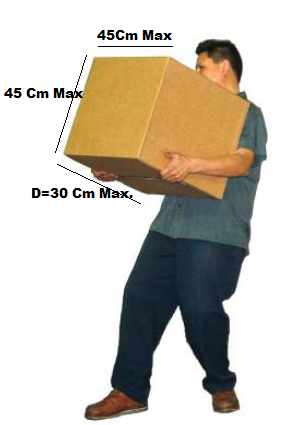 | Soldaki resimde kaldırılabilecek maksimum yükün boyutları verilmiştir. D> 60 Cm ise maksimum Yük 2/3 oranına düşürülmelidir. D>90 Cm ise maksimum yük yarıya düşürülmelidir. D>120 Cm ise maksimum yük 1/3 oranına düşürülmelidir. Yukarıda belirtilen maksimum yükler ise aşağıdaki şekillere göre değişir. |
 |  | Götürülebilecek |

İŞÇİ SAĞLIĞI AÇISINDAN ALIMASI GEREKEN ERGONOMİK ÖNLEMLER İşletmelerde görev yapan mühendislerin çalıştırdıkları işçilerin yaptığı işleri gözlemleyerek daha güvenli, daha verimli çlışmalarını sağlayacak önlemler almalıdır. Bu önlemler;
| ||||
| ||||
 |  |  |  | |
| Yükü kaldırmak için önce yere çökülür | Bel bükülmeden diz çökük vaziyette yük yerden kaldırılır | Yük ile birlikte dizlerin üstünde ayağa kalkılır | Artık yük istenen yere taşınabilir | |
 |  |  |  |  |
| Çimento torbası taşımak için önce dizler üstüne çökülür | Torba diz üstüne kaydırılır | Dizin biri yük ile birlikte dik konuma getirilir | Dizler üstünde ayağa kalkılır | Torba artık istenilen yere taşınabilir. |
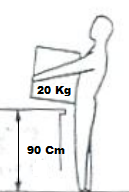
 |  |  |
| Bir kovayı havada tutarak boca etmek yerine bir masa veya tezgah
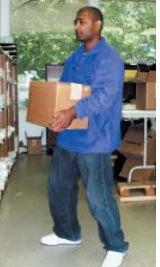
üzerinden eğerek boşaltmak işleri oldukça kolaylaştırır. | Taşınacak bir yükün herzaman gövdeye çok yakın tutulması gerektiği anlatılmalıdır | Yük taşınırken eldiven kullanılması parmaklara gelen kuvveti yayarak parmaklarda oluşturduğu basıncı azaltır. Özellikle metallerin tutulma ve taşınmasında mutlaka eldiven kullanılmalıdır. |
 |  |  |
| Üzeride çalışılan tezgahın yüksekliği işçi verimi açısından çok önemlidir. Eğer aynı tezgahta uzun boylu ve kısa boyylu işçilerin beraber çalıştırıma mecburiyeti varsa kısa boylu işçinin ayakları altına ikinci bir ızgara konularak boy farkı giderilebilir. | Omuzda sürekli yük taşınacaksA omuzluk kullanılarak yükün yayılması sağlanmalıdır. | Kulplar ne çok ince, nede çok kalın olmamalıdır |
İSKELEYİ TAŞIYAN ÇELİK HALAT KOPTU Kaza Amerikada yaşanmıştır İki işçi iki tarafında çelik halat ile askıya alınmış bir iskelede bina duvarını onarmaktadır. İskeleyi taşıyan halatlardan birisi askı yerindeki bağlantı noktasında kopunca işçilerden biri düşerek ölür diğeri açık bir pencerenin pervazına tutunarak canını zor kurtarır. KAZANIN OLMAMASI İÇİN NELERE DİKKAT EDİLMELİYDİ Askı halatlarının özellikle bağlantı noktaları çalışmadan önce kontrol edilmeli, aşınmış, liflerinden bazıları kopmuş halatlar kullanılmamalıydı. İşçiler kendilerini iskele dışında sağlam yerlere emniyet kemerleri ile bağlamış olmalıydı. TÜRKİYEDEKİ BENZER KAZA Dış cephe kaplaması yapan iki mütahit işçisi yukarıdaki gibi iki ucundan çelik halatla askıya alınmış iskelede Elektrik ark kaynağı yapmaktaydı. Elektrik kaynağının hatalı şase bağlantısı nedeni ile çelik halat ile metal dıış cephe kaplaması arasında ark oluştu. Ark neticesinde bazı telleri kopan halat zayıflayınca tümden koptu ve iki işçi düşerek hayatını kaybetti. Özellikle elektrik kaynağının şase bağlantısının sağlıklı olmasına dikkat edilmeli, hatta o koşullarda kaynak hiç yapılmamalı ve mutlaka emniyet kemeri kullanılmış olmalıydı | 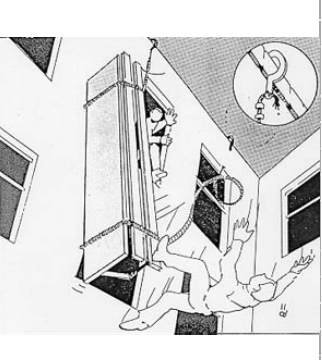 |
| GERİ DÖN |
SEPETTEN DÜŞEREK ÖLME Kaza Amerikada yaşanmıştır. Açıkta yüksek bir yerde montaj yapması gereken bir işçi mobil vincin bom’una takılı sepette çalışmaktadır. Yerde biriketler bulunmaktadır. İşçi sepette çalışırken mobil vinç hareket eder ve yerdeki bir biriketin üstünden geçer. Oluşan sarsıntıda sepetteki işçi düşerek hayatını kaybeder.
KAZANIN OLMAMASI İÇİN NELERE DİKKAT EDİLMELİYDİ
|  |
| GERİ DÖN |
KEPÇENİN KAZDIĞI ÇUKURA GÖMÜLENLER Kaza Amerikada yaşanmıştır. Kepçenin kazdığı çukurda işçiler boru montajı yapmaktadır. Bu sırada kepçe çukurdan daha önce çıkardığı toprağı başka yere aktarmaktadır. Kepçenin çukur tarafında yere dayadığı kolların altındaki toprak çalışan işçilerin üstüne doğru çökerek işçilerin diri diri gömülmesine sebeb olur. KAZANIN OLMAMASI İÇİN NELER YAPILMALIYDI
TÜRKİYEDE YAŞANAN BENZER KAZA Yukarıdakine benzer bir kaza Türkiyede de yaşandı. Ancak Allahtan çukurda kimse yoktu. Yağmur dindikten sonra işinin başına dönen operatör kepçeyi çalıştırdıktan sonra kepçenin çukura doğru kaydığını farkedip kendisini kepçeden dışarı atarak canını kurtarır. Yağan yağmur kepçenin çukur tarafındaki dayama kolunun altındaki toprağı çukura sürükleyerek zemini zayıflatmıştır. Kepçenin yeniden çalışmaya başlaması ile dayama kolunun altındaki zemin kayarak kepçenin çukura yuvarlanmasına sebeb olmuştur. Kazanın olmaması için operatör yağmurdan sonra kolların dayandığı zemini kontrol etmeliydi. |  |
|
FAZLA OKSİJEN DE ÖLDÜRÜR Sadece insan girebilecek büyüklükte bir menholü olan tank içinde işçi kaynak yapmaktadır. Bir müddet sonra tank içi kaynak dumanı ile dolunca işçi dışarı çıkar ve civarda bulunan oksijen hortumu ile tank içine oksijen doldurarak kaynak dumanının dışarı çıkmasını sağlar. Sonra işçi tekrar tanka girerek kaynak işlemine devam etmek ister. Oksijen dolu ortam parlar ve işçinin yanarak ölmesine sebeb olur. KAZANIN OLMAMASI İÇİN HANGİ TEDBİRLER ALINMIŞ OLMALIYDI
Farklı bir kaza ise şöyle gerçekleşmiştir. Paydos saatine doğru işçi iş elbisesini çıkarmadan önce oksijen hortumunu elbisesine tutarak iyice temizler. İşçinin ağzında sigarası vardır. Oksijeni emmiş elbisenin üzerine sigarasının düşmesi ile elbise tutuşur ve işçi yanarak can verir. |  |
| GERİ DÖN |
AZOT KAÇAĞI NEDENİ İLE İKİ ÖLÜM Vana değiştirmekle meşgul üç işçinin çalışmakta oldukları
kapalı alandan azot hattı geçmektedir. Bir müddet sonra üç işçi bilinçlerini
kaybederler. Bu kazanın nedeni bulundukları kapalı ortamdan geçen azot hattındaki kaçaktır. Azot (Nitrojen) gazı havanın 78.09 % sini oluşturan, hepimizin oksijenle birlikte soluduğu zehirli olmayan, renksiz, kokusuz bir gazdır. Ancak bulunulan mekanda bu gazın olması gereken orandan daha fazla orana çıkması oksijen yüzdesini azaltarak (hava içinde olması gereken oksijen 20.95% dir) ortamdakilerin bilinçlerini kaybederek ölümlerine sebeb olmuştur. Not: Gök yüzünün iç açan güzel mavi rengi azot gazından ötürüdür. Güneş ışığı atmosferden geçerken azot gazının moleküllerinde mavi renge kırınır. BU TİP KAZANIN OLMAMASI İÇİN ALINMASI GEREKEN TEDBİRLER
| 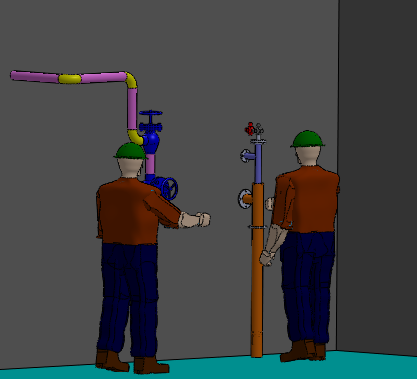 |
| GERİ DÖN |
KEPÇENİN BOYNUNU KIRDIĞI ADAM Kaza Amerikada yaşanmıştır. Kepçenin firen balataları gevşeyince kepçe operatörü ile yardımcısı balata ayarını pratik bir şekilde yapmayı düşünürler. Kepçe operatörü kepçeyi yere dayayarak arka tekerleklerin havaya kalkmasını sağlar. Operatör yardımcısı ise kepçenin altına yatarak fren ayarların yapmaya koyulur. Yapılan ayarın uygun olup olmadığını kontrol için operatör birinci vitese takarak arka tekerlerin havada dönmesini sağlar. Şanzuman ile defransiyel arasındaki aktarma mili dönerken kepçenin altındaki operatör yardımcısının yağmurluğu mile dolanır. Kepçe operatörü çığlıkları duyup milin dönmesini durdurana kadar operatör yardımcısının boynu kırılarak oracıkta ölür. |  |
| GERİ DÖN |
KENDİ YAŞAMIŞ OLDUĞUM İŞ KAZASI Kaza Almanyada 1969 yılında işçi olarak çalışırken başımdan geçti. Tersanede inşa edilmekte olan yük gemisinin ambarına havalandırma kanalları monte ediyorduk. İş bitti ve diğer arkadaşlar yanımdan ayrıldılar. Ben almayı unuttuğum bir ölçü için geminin metal zemini ile metal duvarı arasına dayadığım yandakine benzer metal bir merdiven ile 3 metre yükseklikteki davlumbazın yanına çıktım. Tam işimi bitirmiştim ki merdiven metal zeminde kaymaya başladı. Merdiven açısı azaldıkça kaymanın hızı arttı. Merdivenden kopmamak için merdiveni sıkıca tuttum. Eğer düşsem sonuç çok daha vahim olabilirdi. Merdivenle birlikte zemine düştüm ve zeminle merdiven arasında kalan orta parmağım hem yarıldı hemde kırıldı. İstirahat bitip iş başı yaptığım gün bu kazadan ötürü işime son verdiler. Hatalarım şunlardı.
Eskiden çocuklara tembih edilen şeyi unutmamaları için
parmaklarına ip bağlarlardı. |  |
| GERİ DÖN |
DÖNER KEPÇENİN SIKIŞTIRMASI Kaza Amerikada yaşanmıştır. Döner kepçe bir duvardan 1 metre kadar uzakta kanal açmaktadır. Civardaki bir işçi bu 1 metrelik aralıktan geçip gitmek ister. Söz konusu aralık kanal açmakla meşgul operatörün görüş alanı içinde değildir. Kepçelediği malzemeyi açığa dökmek için dönen kepçenin gövdesi aralıktan geçmekte olan işçiyi sıkıştırarark öldürür. KAZANIN SEBEBİ:
|  |
| GERİ DÖN |
ESKİ YAKIT TANKINDA PATLAMA Kaza Amerikada yaşanmıştır. Kullanımdan çıkmış eski yakıt tankının kesme taşı ile parçalanması esnasında tank içinde buharlaşmış halde kalmış bulunan yakıtın patlaması sonucunda kesme işlemini yapan işçi hayatını kaybetmiştir. Kesme işlemi dışarıdan yapılıyor olmasına rağmen tankın iç çeperinde metalin kesme noktasında çok fazla ısınması nedeni ile içi buharlaşmış yakıt dolu tank kocaman bir el bombası gibi patlamıştır. KAZANIN SEBEBİ: Yakıt tankı kesilerek parçalanmadan önce boşaltılmış tank çeperlerinde bulaşık halde kalmış yakıtın buharlaşarak tank içinde hala kalmış olabileceği göz önüne alınarak gerekli ölçümler yapılmadan ve tank içi hava ile purge (süpürülme) edilmeden kesme işleminin yapılmış olmasıdır.
BU TİP BİR KAZANIN OLMAMASI İÇİN ALINMASI GEREKEN ÖNLEMLER Yakıt tankı kesme işlerini yapacak personel bulaşık tanklarda işlem yapmadan önce tank içinde buharlaşmış yakıt kalıp kalmadığını nasıl ölçebileceğini ve süpürme işlemini nasıl gerçekleştirebileceği konusunda eğitim almış olmalıdır ve bu gibi işlemlerde takip edilmesi gereken prosedür sağlanmış olmalıdır | 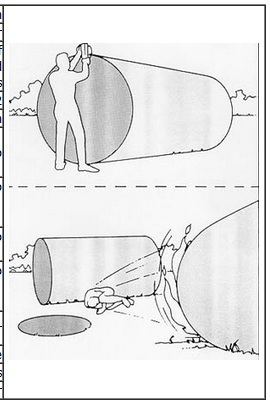 |
| GERİ DÖN |
Türkiyede çalışma hayatının en önemli sorunlarından biri yaşanan iş kazalarıdır. SGK nın yayınladığı istatistiklere göre 2010 yılında yaklaşık 10 milyon çalışanın bulunduğu Türkiyede 62,903 kişi iş kazası geçirmiştir. Bu iş kazalarında 1444 kişi hayatını kaybetmiş (Bu sayı 2011 yılında ne yazık ki 1700'e çıkmıştır), 1976 kişi ömrü boyunca bir daha çalışamıyacak şekilde sakatlanmış, 50,000 civarında kişi hastanede yatmak zorunda kalmış ve o yıl iş kazalarından ötürü yaklaşık 1.5 milyon iş günü kaybedilmiştir. İstatistiklerden elde edilen bir diğer enteresan sonuç ise kazaların yaklaşık yarısının işe başladıktan sonraki ilk üç saat içerisinde meydana gelmiş olması, kazaya uğrayanların genellikle işe başlamalarının birinci yılında kazalanmış olmaları ve kazaya en fazla uğrayanların 25-30 yaş aralığında bulunmalarıdır. SGK iş kazaları ve meslek hastalıkları istatistiğini daha detaylı incelemek için bu kurumun 2007-2011 yılları için yayınlamış olduğu istatistiklere SGK nın ilgili sitesinden ULAŞ abilirsiniz. Biz bu sitede istatistiklerden ziyade Türkiyede ve Dünyada yaşanmış iş kazalarından birkaç örnek vererek bu kazalara hangi unsurların sebeb olduğunu anlatmaya çalışacağız. Verdiğimiz örneklerin çoğu Amerika Birleşik Devletleri, Çalışma bakanlığının İş güvenliği, İş sağlığı yönetimi (OSHA) tarafından oluşturulmuş bir siteden alıntıdır. Bu kazalardan bir çoğu Türkiyedeki iş yerlerinde yaşanmış kazalarla benzerlik göstermektedir. Ne yazık ki ülkemizde iş kazaları bir sır olarak saklandığından ülke genelinde bu kazaların oluş biçimini ve alınması gereken önlemleri açıklayan bir kurum bulunmamaktadır. SGK yukarıda belirttiğim şekilde iş kazalarını tamamen istatistik rakamlar olarak ele almakta ve yayınlamaktadır. Bu sitede OSHA nın yayınladığı kaza raporlarına ilave olarak bizde meslek hayatımızda karşılaşmış olduğumuz bazı iş kazalarına bu sayfalarda yer verip, bu tip kazaların olmaması için nelere dikkat edilmesi gerektiği konusunda karıca kararınca katkıda bulunmaya çalışacağız. kaza raporlarına aşağıdaki likler vasıtası ile ulaşabilirsiniz |  |
İŞ KAZALARI İLE İLGİLİ YOUTUBE DE YAYINLANMIŞ
| |
1. ESKİ YAKIT TANKI NASIL PATLADI 2. HAVA YERİNE NİTROJEN SOLUMAK 6. AZOT KAÇAĞI NEDENİ İLE ÖLÜM İş kazaları konusunda verilebilecek binlerce örnek bulunmaktadır. Ancak bu sitenin ana konusu mühendislik bilgileri olduğu için bu konudaki örnekleri bu kadarı ile bırakıyorum.
| |
|
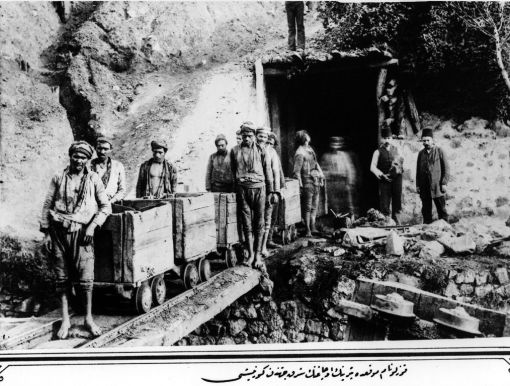
Ülkemiz iş kazaları açısından AB ülkelerinden 7 kat fazla iş kazası ile AB de birinci, Dünyada ise üçüncü sıradadır. Bu sonucun en önemli sebebi bizim sanayileşme yarışına çok geç başlamış olmamız ve ilgili kanun ve mevzuatımızın henüz yetersiz olmasıdır. Tüm bu acı gerçeklere rağmen ülkemiz bu konuda azda olsa bir ilerleme sağlamıştır. Soldaki fotoğraf Osmanlının son dönemlerinde Kozlu maden ocağında yalınayak çalışan işçilere aittir. | |


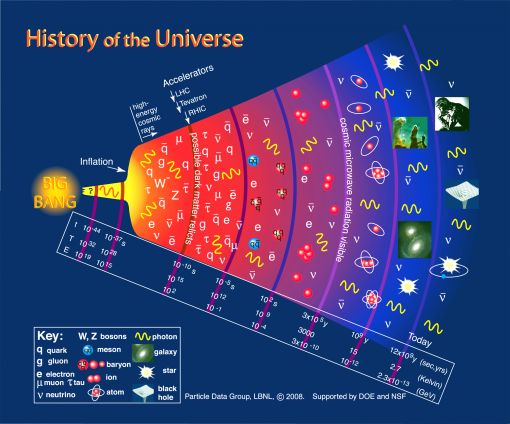
Evren 13.7 Milyar yıl önce yaratıldı. Ondan önce ne bir mekan, ne bir zaman ne de madde vardı. Mekan ve zamanın olmaması nedir, nasıldır tasavvur etmemiz bile mümkün değildir. Bir nokta büyüklüğünde yer bile mekandır. Mekansızlıkta en, boy, yükseklik ve boşluk yoktur. Hatta yok bile yoktur. Yaradılış anından önce var olan sadece Allah idi. Ve Allah ol dedi (Kün fe yekun) zaman, mekan ve madde hepsi birden var oldu. Evrenin 13.7 milyar yıl önce bir an içinde yaratılmış olduğu bilimsel bir gerçektir ve bu gerçek son yıllarda astro fizikte gerçekleşen çok önemli buluşlar sonunda tespit edilmiştir. Bu yaratılış anı bilim adamları tarafından big bang olarak tanımlanmıştır. Big Bang diye bilinen büyük patlamanın bundan 13.7 Milyar yıl önce gerçekleşmiş olduğu nasıl tespit edildi sorusuna cevap verelim. | |
Galaksilerden gelen ışığın tayfını inceleyen astronomlar siyah çizgilerin zaman içerisinde kırmızıya doğru kaydığını farkettiler ve bu gerçeği kırmızıya kayma (Red shift) olarak adlandırdılar. Işık tayfında kırmızıya kayma olayının, galaksilerin önceki konumdan daha uzaklaşmış olmasından kaynaklandığını ise Amerikalı astronom Edwin Hubble tespit etmiştir ve bu tespit evrenin gittikçe genişlemekte olduğu sonucunu doğurmuştur. Bu bilimsel tespitin doğruluğu ise Kuranı kerimde " Kainatı gücümüzle biz yarattık, onu genişleten de biziz" ayeti kerimesi doğrulanmaktadır. Evrenin genişlemekte olduğunun tespiti doğal olarak eskiden evrenin daha küçük olduğunu göstermektedir. Daha eskilere giderek evrenin sıfır büyüklüğünde olması gereken zaman ne kadar eski zamandır sorusunun cevabı ise genişlemenin hızından yola çıkılarak bundan13. 7 milyar yıl öncesi olduğu son derece hassas şekilde hesaplanmış bulunmaktadır 13.7 Milyar yıl öncesi kadar uzun süreyi bizim anlamamız oldukça zor. Bu tarihin ne kadar eski olduğunu daha iyi anlamak için şu kıyas yapılabilir. Hz. İsa dünyaya 1 dakika önce gelmiş olsaydı Evrenin 13 yıl önce yaratılmış olması gerekirdi. Görüldüğü gibi Ademin dünyaya gelmesi ile evrenin yaradılışı arasında çok uzun bir süre bulunmaktadır. Bu süre içinde kainat insan oğlunun yaşayabimesine uygun bir yapıya muhtelif aşamalardan geçirilerek getirilmiştir. |
|
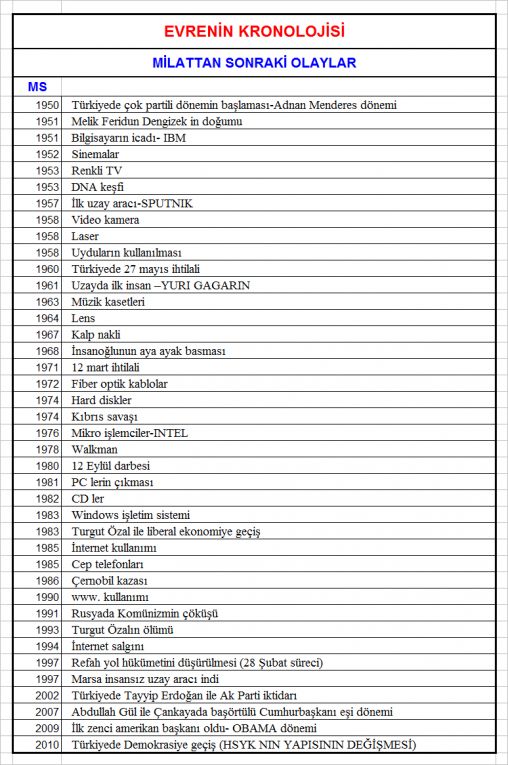
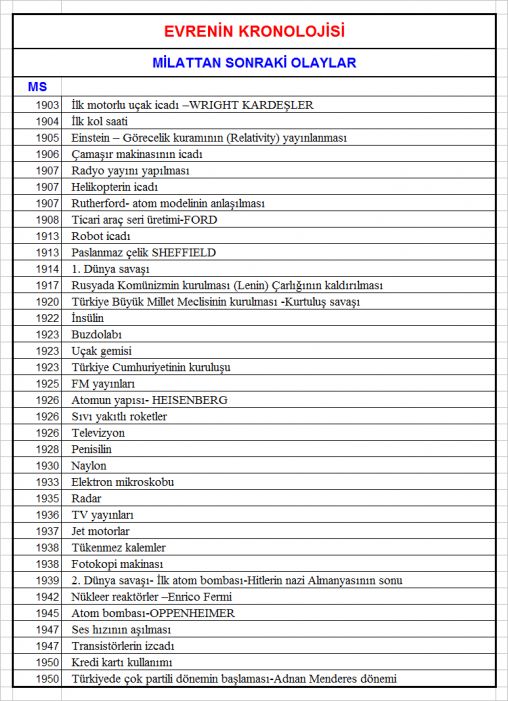
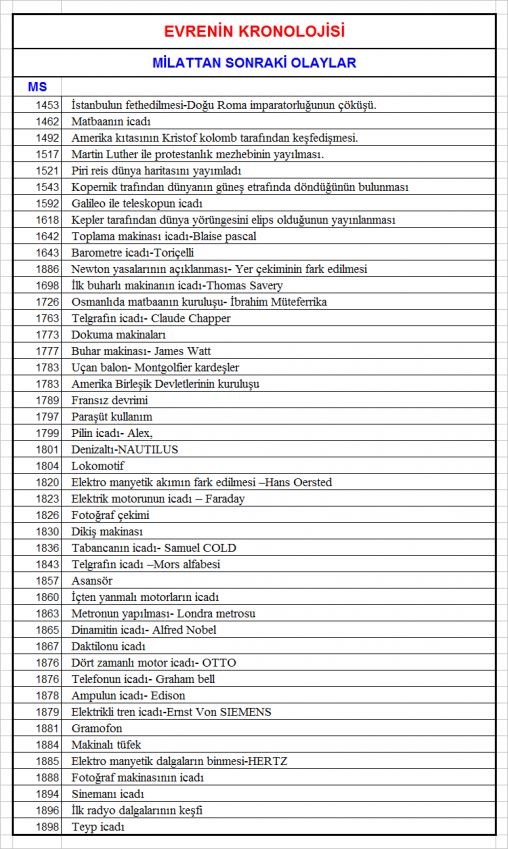
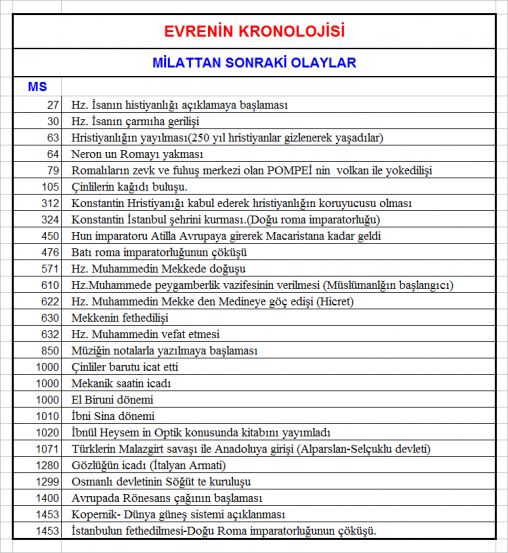
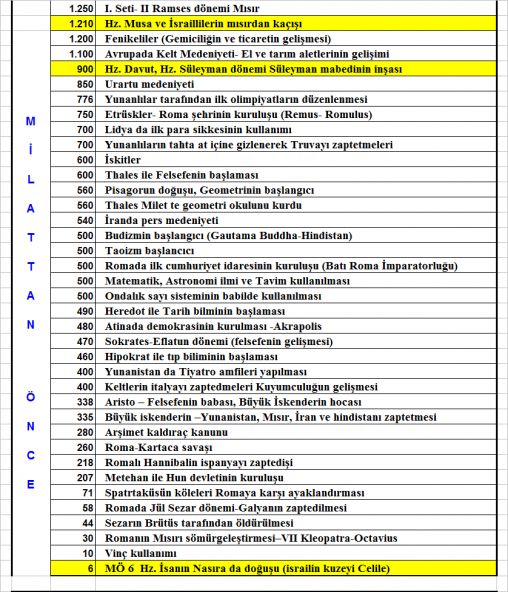
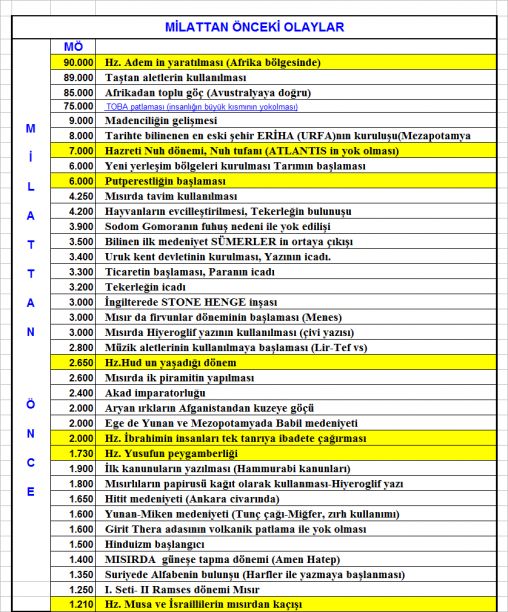
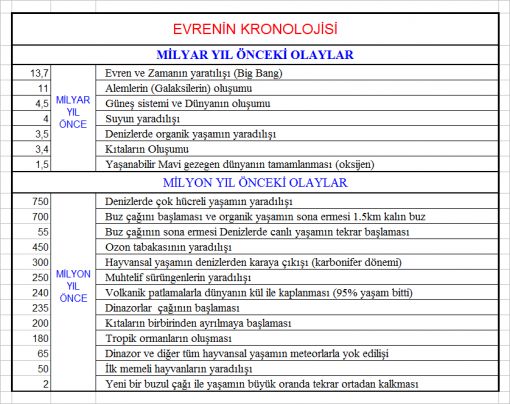
Aşağıdaki linklerde verilen tarihler muhtelif ansiklopedi ve tarih kitaplarından derlenmiş bulunmaktadır. 13.7 milyar yıl içinde çok fazla olay olduğu için liste çok uzun olmaktadır. Bu nedenle derlediğim kronolojiyi belli aşamalar için aşağıdaki gibi yayınlamayı uygun buldum. Kronolojk listenin tümü ise excell formatında İNDİR ilebilir | |
| 1. EVRENİN YARADILIŞINDAN HZ ADEMİN DÜNYAYA GÖNDERİLİŞİNE KADAR OLAN SÜRE 2. HZ. ADEMDEN HZ.MUSANIN DOĞUMUNA KADAR OLAN SÜRE 3. HZ. MUSA DAN HZ.İSAYA KADAR OLAN OLAYLAR 4. HZ. İSADAN İSTANBULUN FETHİNE KADAR OLAN OLAYLAR 5. İSTANBULUN FETHİNDEN 1900 YILINA KADAR OLAN OLAYLAR 7. 1950-2012 YILLARI ARASI OLAYLAR | |
 |  |

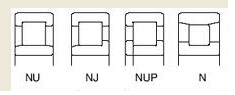
2.1 SİLİNDİR MAKARALI RULMANLAR Bu rulmanların iki önemli temel karakteristik özelliği vardır. Bunlar;
Diğer avantajları
Dezavantajları
Silindirik makaralı rulmanlar tek ve çift sıralı olarak temin edilebilirler. Silindirik makaralı rulmanlarda diğer bir ayrım ise
|
|


Aşağıda silindir makaralı rulmanlar için birkaç uygulama örneği verilmiştir.
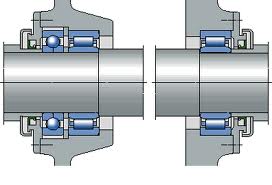 |  | |
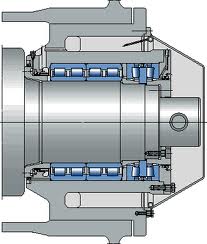 | ||
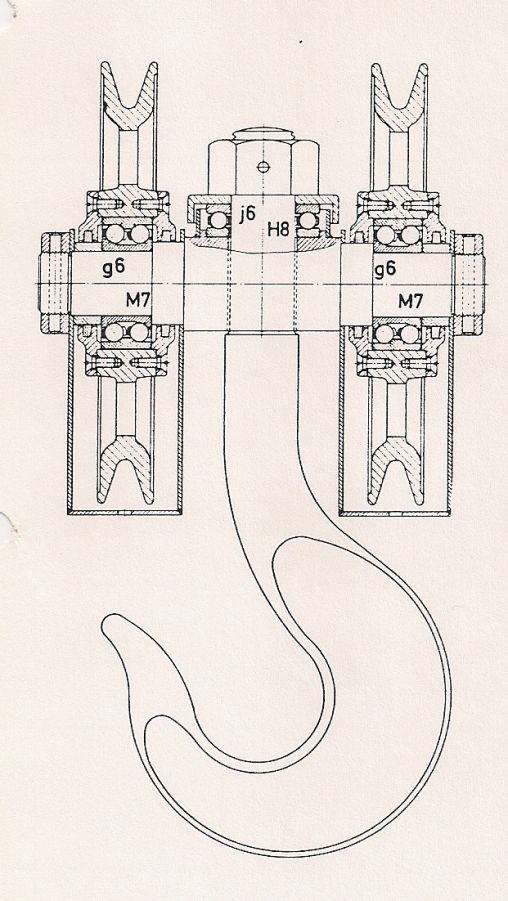
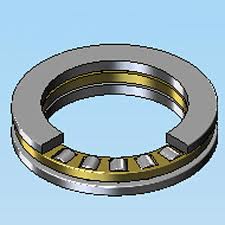
2.4 EKSENEL MAKARALI RULMANLAR (CYLINDRICAL ROLLER THRUST BEARINGS)
Eksenel silindirik makaralı rulmanlar (Makaralı büte) çok büyük eksenel yükler söz konusu olduğunda kullanılırlar. Örnek : 120 Ton yük kaldırması gerekecek vincin döner kancası Bu rulmanlar aynı zamanda çok büyük eksenel şok darbelerine dayanabilirler. Bu rulmanlar sadece bir yöndeki eksel yükleri taşırlar. Eğer eksenel yük her iki yönde de varsa ikinci bir büte kullanılması veya çift sıralı büte (Bkz. Şekil 2) kullanılması gerekir.
|
ŞEKİL 1 |
Büteler de her iki taraftaki flanşlar ve kafes içindeki makaralar birbirinden ayrılabilir yapıdadır (Bkz Şekil 3). Bu rulmanların en büyük dezavantajı eksenel açılanmalara müsait olmamaları ve radyal yük taşıyamamalarıdır.
OYNAK MAKARALI EKSENEL RULMANLAR (SPHERICAL ROLLER THRUST BEARINGS) Büyük eksenel yüklerin taşınması gereken noktalarda eksenel açılanmalar ve radyal yükler söz konusu ise bu noktalarda “Oynak makaralı büteler” kullanılmalıdır (bkz şekil 4,5). Bu rulmanlar aynı zamanda bir miktar radyal yük taşıma kapasitesine de sahiptir. |
ŞEKİL 2 |

ŞEKİL 3 | ŞEKİL 4 |
ŞEKİL 5 |
| GERİ DÖN |

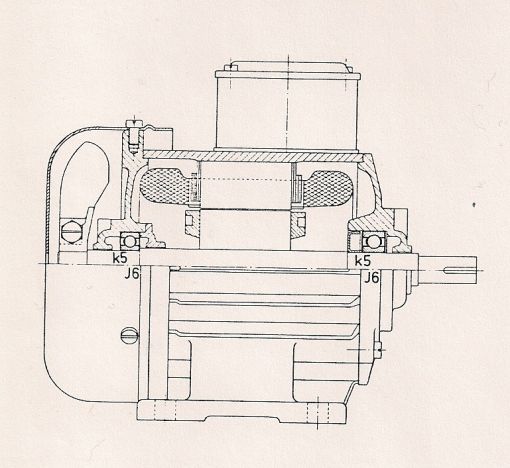
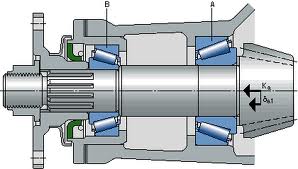
2.3 KONİK MAKARALI RULMANLAR (TAPPER ROLLER BEARINGS)
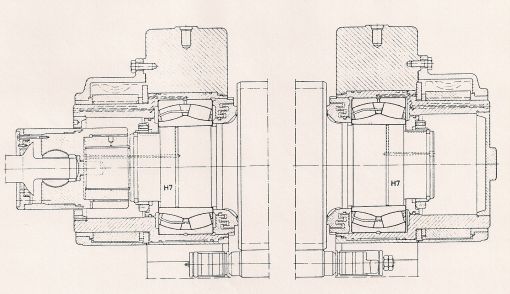
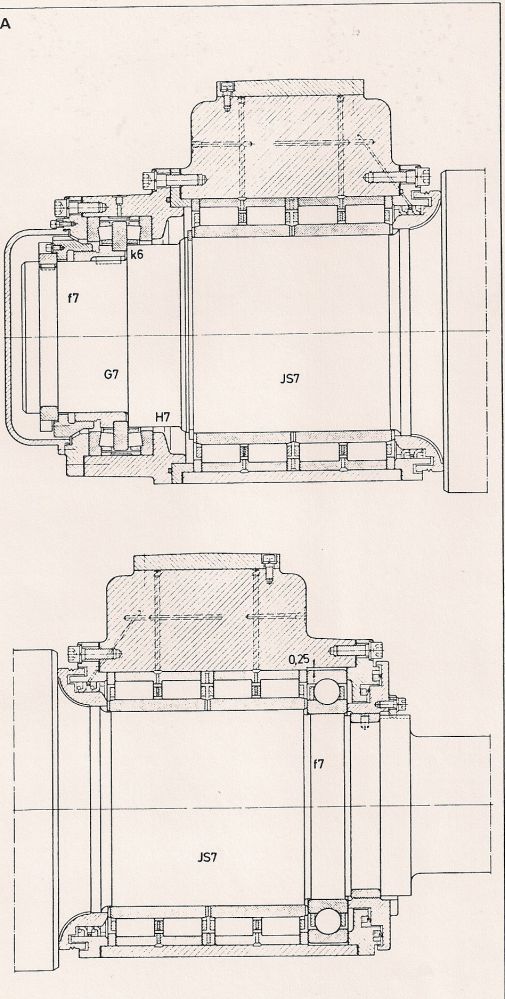
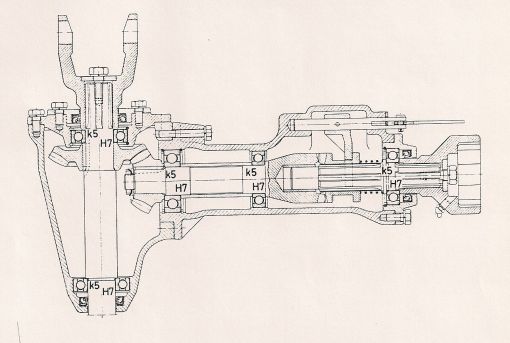
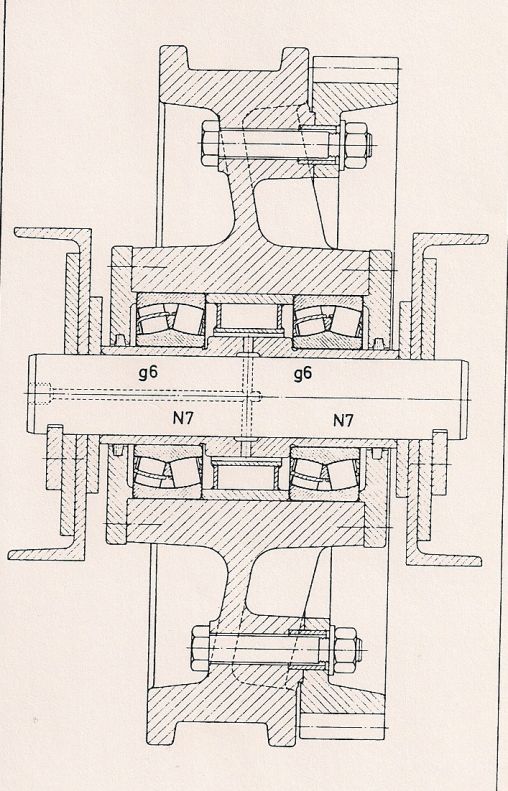
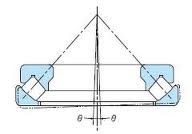
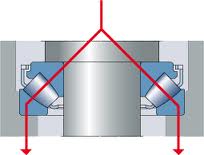
İç ve dış bileziklerindeki makara yuvaları konik olan rulmanlardır. Konik oyukların iç ve dış bileziklerdeki çizgisel uzantıları rulman ekseninde birbirleri ile çakışacak şekilde imal edilirler. Bu rulmanların en önemli özelliği hem çok büyük radyal yükler, hemde çok büyük eksenel yükler taşıyabilme kapasitesine sahip olmalarıdır. Bu rulmanlarda Şekil 1 de gösterilen konik açısı " α " arttıkça eksenel yük taşıma kapasitesi de artar. Bu açının göstergesi rulman kataloglarında verilen e değeri ile belirtilir. “e” değeri ne kadar büyükse, eksenel yük taşıma miktarı da o denli büyük olur. Bu rulmanlarda dış bilezik genellikle ayrılabilir yapıdadır (Bkz Şekil 2). İç bilezik makaralar birlikte, dış bilezik ise bunlardan ayrılabilir yapıdadır. Bu özeliğinden ötürü konik makaralı rulmanların montajı sırasında iç ve dış bileziklerin bir birlerine göre olan konumunu iyi ayarlamak önem kazanmaktadır. İç ve dış bileziklerin birbirlerine göre eksenel yönde olması gereken konum belli bir miktar ön yük yaratacak durumda olmalıdır. Eğer bu ön yük verilmez ise rulman çok gevşek olacağından rulmanın çalışma hassasiyeti azalır. İç ve dış bilezik birbirlerine eksenel olarak olması gerekenden daha yakın olursa bu sefer rulman çok sıkı olacağından aşırı sürtünme ve ısınmaya neden olur. Bu nedenle uygun konumu tespit için Şekil 3 de gösterilen bir aparat yardımı ile montaj yapmak yararlı olur. Konik makaralı rulmanlar eğik bilyalı rulmanlarda olduğu
gibi genellikle ikinci bir tek sıra konik makaralı rulman ile “Back to back”
yani sırt sırta, veya “face to face” yani karşı karşıya, veya “Tandem”
yani aynı yönde sıralı biçiminde yerleştirilirlebilirler. “Tandem” sıralı rulmanlar eksenel yükün tek yönde
olduğu ve tek sıra rulmanın bu yükü karşılayamadığı durumlarda kullanılır “Back to back” sıralı rulmanlar ise eksenel yükün çift yönde olduğu durumlarda kullanılır (Bkz Şekil 5) . Bu yapıda eksenel yükü aynı anda sadece rulmanlardan birisi alır. Bu yerleşimin avantajı rulmanlar daha az boşluklu (stiff) bir yapıyı mümkün kılar Face to Face” sıralı rulmanlar da (Bkz ŞEKİL 6) eksenel yükün çift yönde olduğu durumlarda kullanılır. Bu yerleşimin dezavantajı rulmanlar “Back to back” sıralı rulmanlar kadar az boşluklu değildir ve eğme momentlerine karşı dayanıksızlardır.Konik makaralı rulmanlar yük taşıma kapasitesini arttırmak üzere yukarıda belirtilen iki ayrı konik rulman kullanımının daha ekonomik olmasını sağlamak için tek iç ve dış bilezik ile birlikte iki sıra konik makaranın çalışmasını sağlamak üzere "Tek sıra çiftli konik makaralı rulman olarak da üretilmektedirler. Bu rulmanlar da yukarıda belirtildiği gibi "tandem", "back to back" veya "face to face olarak sağlanmaktadırlar. (Bkz Şekil 7). Bu tip rulmanlar daha ekonomik olmanın yanı sıra iki ayrı konik makaralı rulmanda karşılaşılan eksenel yönde ayar zorluğunu da ortadan kaldırmakta ve ortadaki yağ kanalı vasıtası yağlamanın daha kolay yapılabilmesini sağlamaktadır. |
SEKİL 1 | ||
ŞEKİL 2
ŞEKİL 3 | |||
ŞEKİL 7
|
ŞEKİL 5 ŞEKİL 6 | ||
| |||
|
| ||
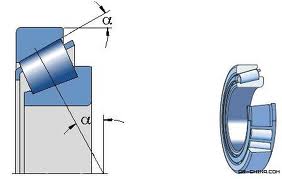

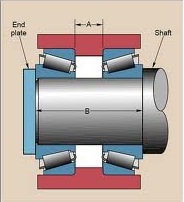
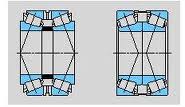
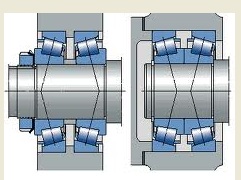
2.2 OYNAK MAKARALI RULMANLAR (SPHERICAL ROLLER BEARINGS)
Çok ağır yük altında çalışabilirler ve eksenel dönmelere imkan verdikleri için şaft üzerinden moment almazlar. Bir şaftın iki ucunda bu rulman kullanılmışsa rulman iç bileziği şafta ortadan binen yükün yarattığı seğime uyum sağlar.
AVANTAJLARI
DEZAVANTAJLARI
Oynak makaralı rulmanlarda iki sıra makara bulunur. Makaralar dış bilezikte bulunan küresel oyukta küresel olarak dönerek yükün moment oluşturması engellenir. İç bilezik ise şaftla birlikte küresel yönde döner. Dönme miktarı sınırlı olup bu açı 1.5º ila 3.5º arasında değişir. Bu açısal sapmaların en fazla ne kadar olabileceği ilgili kataloglardan tespit edilebilir. |
| |
Bu rulmanlar sıklıkla montaj demontajı yapılması gereken yerde çalışacaksa şaft dizaynı sıkma kovanı ile monte edilecek şekilde yapılır. Sıkma kovanı ile (Bkz Şekil 1) birlikte kullanılacak rulmanların iç çapları konik olup gösterimin sonuna K harfi alırlar. Örnek: 22206 EK Oynak makaralı rulmanların Sıkma kovanı ile birlikte kullanılması montaj demontaj kolaylığı sağlamakla birlikte şaft çapının incelmesine sebeb olmaktadır Örnek: 22206 E rulmanı çapı 30 mm olan şafta takılabilecek iken 22206 EK sıkma kovanı ile birlikte monte edilecek ise şaft çapı 25 mm ye düşer. Bu dezavantajı gidermek için montaj demontaj kolaylığı açısından rulman konik işlenmiş şafta da monte edilerek konik şaftın ince tarafının silindirik rulman çapına eşit olması sağlanabilir.(Bkz. Şekil 2) |
ŞEKİL 1 | |
ŞEKİL 2 | SIKMA KOVANI |
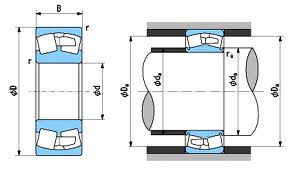

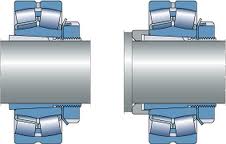

1.4 EKSENEL BİLYALI RULMANLAR (THRUST BALL BEARINGS) Bu rulmalara Türkiyede BÜTE
de denilmektedir. BÜTE lerde iki tarafta yuva, arada ise bilyalar ve kafes bulunur. Yuva ve bilyalar ayrılabilir olduğu için sökülüp takılmaları çok kolaydır. (Bz. Şekil 1, 2) Bütelerin yuva alınları düz olduğu gibi bazı tiplerde küresel oynamalara imkan verecek şekilde alın yarı küre şeklinde de üretilir. (Bkz. Şekil 3) Büteler eksenel yükü sadece bir yönde taşıyacak ise bir sıra bilyalı olan büteler kullanılabilir. Ancak eksenel yük her iki yönde de etki ediyorsa çift sıra bilyalı büte kullanılması gerekir. Çift sıra bilyalı bütelerde kafesleri ile birlikte iki sıra bilya, iki sıra arasında iki tarafı oyuk bir bilya yuvası ve dışlarda iki adet birer tarafı oyuk bilya yuvası bulunur(Şekil 4). Bunların da eksenel oynamalarına imkan vermek için dış yuvaların alınları küresel olabilir. Bütelerin gösterimleri 5 ile başlar. Örnek: 51106 |
ŞEKİL 1 | |
| 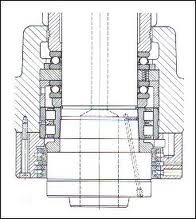
| 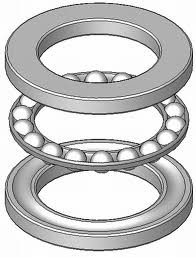 ŞEKİL 2 |
| ||
| Yukarıdarıda sanayide ki BÜTE uygulamalarından iki örnek verilmiştir. |
ŞEKİL 4 | |
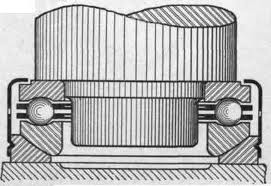
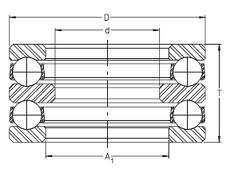
|
1.3 EĞİK BİLYALI RULMANLAR Bu rulmanlar diğer bilyalı rulmanlara göre daha fazla eksenel yük taşıyabilecek şekilde iç ve dış bileziklerindeki bilya oyukları birbirlerine göre eksenel yönde simetrik olacak şekilde dizayn edilmişlerdir. Eksenel yük taşıma kapasiteleri bu oyukların bilyalarla temas açıları ile doğru orantılı olarak artmaktadır. Bu rulmanların diğer avantajı ise yüksek çalışma hassasiyetleri olmasıdır. |  | |
Dezavantajları ise
Eğik Bilyalı Rulmanlar dört çeşittir. Bunlar
| 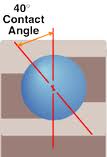 |  |
1.3.1 TEK SIRA EĞİK BİLYALI RULMANLAR Bunlarda temas açısı 40 derecedir. Bu rulmanların gösterimlerinin başında her zaman 7 vardır. Örnek: 7214 BECBP Bu rulmanlar genellikle ikinci bir tek sıra eğik bilyalı ruman ile “Back to back” yani sırt sırta, veya “face to face” yani karşı karşıya, veya “Tandem” yani aynı yönde sıralı biçiminde yerleştirilirler. “Tandem” sıralı rulmanlar eksenel yükün tek yönde olduğu ve tek sıra rulmanın bu yükü karşılayamadığı durumlarda kullanılır (Bkz. Şekil 1) “Back to back” sıralı
rulmanlar ise eksenel yükün çift yönde olduğu durumlarda kullanılır. Bu yerleşimin dezavantajı rulmanlar “Back to back” sıralı rulmanlar kadar az boşluklu değildir ve eğme momentlerine karşı dayanıksızlardır. (Bkz. Şekil 3). |
| |
| ||
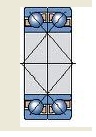 ŞEKİL 3 | ||
1.3.2 ÇİFT SIRA EĞİK BİLYALI RULMANLAR Eğik bilyalı iki adet rulmanın Back to back sıralı rulmanlar gibi ancak iç ve dış bilezikleri ortak olacak şekilde üretilmiş olanlarıdır. Bu rulmanın genişliği iki eğik rulmanın toplam genişliğinden azdır.(Bkz. Şekil 4) Bu rulmanların gösterimlerinin başında her zaman 3 bulunur. Örnek: 3211 A Avantajları
|
ŞEKİL 4 | |
Çift sıra eğik bilyalı rulmanların üç tipi vardır . Bunlar
|
| |
|
ŞEKİL 8 | |
1.3.3 DÖRT NOKTA TEMASLI EĞİK BİLYALI RULMANLAR Dört nokta temaslı eğik bilyalı rulmanlar tek sıra eğik bilyalı rulmanların iç bileziği iki parçalı olanlarıdır. Bu nedenle daha fazla sayıda bilyaları vardır. Böylece bu rulmanlar eğik bilyalı rulmanlardan daha fazla radyal ve eksenel yükü her iki yönde de taşıyabilirler. İç bilezikler ayrılabilir yapıdadıR (Bkz. Şekil 9) Bu rulmanların temas açıları 35º dir. Genişlikleri iki adet tek sıra eğik bilyalı rulmanın toplam genişliğinden daha azdır. Bu rulman gösterimleri Q ile başlar. Örnek: QJ 211-NMA |
|
|
1.3.4 ÇİFT SIRA KAM YUVA TAKİPÇİSİ BİLYALI RULMANLAR Tek sıra kam
yuva takipçisi bilyalı rulmanlar gibi bunlarda Kam yuvaları için dizayn
edilmişlerdir. Çift sıra eğik bilyalı rulmanlardan farkı dış çaplarında bulunan
enine radyüstür. Bunların temas açısı 25º dir ve her iki tarafları kapalıdır.
| 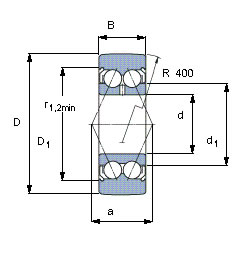 | |

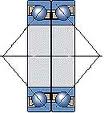

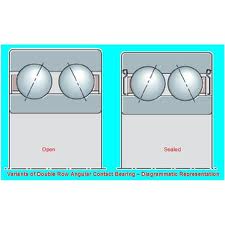
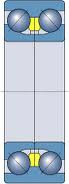

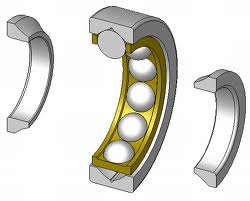
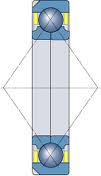
1.2 OYNAK BİLYALI RULMANlar (SELF ALIGNING BALL BEARINGS) Bu rulmanlarda iki sıra bilya vardır. Bu rulmanların en önemli özelliği boyuna eksenel açılanmalarına (eksen kaymasına) müsaade etmeleridir. Böylece şafttan gelen moment rulmana taşınmamış olur ve rulman hasarı oluşmaz. Bu durum aynı zamanda montaj hatalarından kaynaklanabilecek eksen kaymalarını da kompanse eder. | |
Bu rulmanlarda kompanse edilebilir eksenel açı sapmaları rulmanın tipine göre 1.50 ile 30 arasında değişir. Bu rulmanların gösterimleri 1 veya 2 ile başlar. Gösterimin sonunda E olanlar diğerlerinden daha fazla yük taşıma kapasitesine sahiptir. Bu rulmanlarda delik silindir olabildiği gibi konik olarak da üretilirler. Böylece bu rulmanlar sıkma manşonlu olarak da temin edilebilir.
| 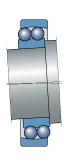 |
Bu noktada sıkma manşonun ne olduğunu anlatayım. Sıkma manşonlu rulmanlar şafta tatlı geçme toleransında monte edilir ve boydan boya yarıklı olan manşonun çekilmesi veya çakılması suretiyle rulman iç bileziği ile şaft arasında eksenel kaymayı engelleyecek şaft rulman bağlantısı sağlanmış olur. Şafta manşon ile bağlanmış oynak bilyalı rulmanlada kabul edilebilir eksenel yük (Fap) Fap< Fa olmalıdır |  |
| Oynak bilyalı rulmanların bazılarında standart olarak RS1 tipi sızdırmazlık elemanı bulunmaktadır. Bu rulmanlar -400C ila +1200C arasında yağlanmadan ve bakıma ihtiyaç duymadan hesaplanan ömürleri boyunca sorunsuz çalışabilirler. | 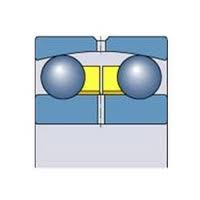 |
İÇ BİLEZİĞİ UZATILMIŞ OYNAK BİLYALI RULMANLAR Oynak bilyalı ulmanların bir başka tipi iç bileziği uzun olan tipleridir. Bir şaftın üzerine çift olarak montae edilmeleri durumunda Eksenel açılanmalara uygun olarak pozisyon alabilmeleri için iç bileziklerin birbirlerine simetrik olarak monte edilmeleri gerekir. (Bkz. aşağıdaki şekil) |  |
|
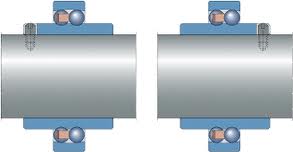
1.1 BİLYALI RULMANLAR (Deep groove ball bearings) Piyasadaki en ucuz, en yaygın kullanımı olan, en basit rulman tipidir. İç ve dış bilezikteki bilya oyuğu derin olduğu için bir miktar eksenel yük alabilirler. Orta büyüklükteki elektrik motorlarında bu tip rulmanlar kullanılır. Bu rulmanların avantaj ve dezavantajlarını sıralayalım. | |
AVANTAJLARI
| |
DEZAVANTAJLARI
| .jpg) |
Tek sıra bilyalı rulmanlarda normalde bilya kafes içinde bulunur. Böylece bilyaların bir birlerine sürtünmesi önlenerek ısınmanın azaltılması mümkün olur. Ancak kafes oyuk hacmını azalttığı için daha az bilya sığdırılabilir ve bu nedenle yük taşıma kapasitesi azalır. Bu rulmanlarda eksenel yük taşıma kapasitesi sınırlıdır. Bu sınır Normal tek sıra bilyalı rulmanlada 0.5*C0 , küçük (hafif serisi) rulmanlarda ise 0.25*C0 değerini aşmamalıdır. | |
Tek sıra bilyalı rulmanlar yanları kapalı ve sızdırmaz olarak da üretilirler. Bu rulmanların gösterimi aşağıdaki gbidir. Her iki tarafı açık (XXX) Bu rulmanların bazılarında özel sızdırmazlık elemanları olup (rubbing type) son gösterimlerinde RZ yerine RS1 veya RS2 vardır. | 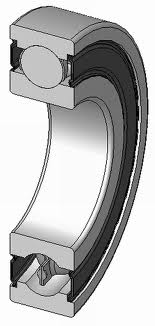 |
Her iki tarafıda kapalı ve sızdırmaz olan 622, 623, 630 serisi RS li rulmanlar -30 0C ila +110 0C arasında yağlanmadan ve bakıma ihtiyaç duymadan hesaplanan ömürleri boyunca sorunsuz çalışabilirler. |
|
1.2 DOLDURMA TİP BİLYALI RULMAN | 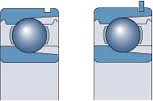 |
Bu rulmanların tek sıralı olanlardan üstün tarafı daha büyük yükleri taşıyabilmeleridir. Ancak tek sıra bilyalı rulmanlar kadar hızlı, sessiz, titreşimsiz çalışamazlar. |
|
Bilyalı rumanların bir kısmı sekman yuvası ile temin edilebilirler. Bu rulmanlar diğerlerinden gösterimlerinin sonuna aldıkları N harfi ile belli olur. Eğer sekman yuvasında sekmanı da beraber alınacaksa gösterimde NR yazılır. Örnek: 6212 N, 6022 NR | |
1.4 PASLANMAZ BİLYALI RULMANLAR Rutubetli ve korrozif şartların ağır olduğu yerlerde kullanılırlar. Bunlarda bilyalar paslanmaz çelik olup diğer bilyalı rulmanların dizayn karakteristiklerine sahiptirler. Paslanmaz bilyalı rulmanlar normal gösterimdeki numaraların başına W harfini alarak diğerlerinden ayrılırlar. Örnek: W 6210 : İç çapı 50 mm olan paslanmaz bilyalı rulman | |
1.5 KAM YUVA TAKİPÇİSİ BİLYALI RULMANLAR Kam yuvaları için dizayn edilmişlerdir. Normal bilyalı rulmanlardan farkı dış çaplarında bulunan enine radyüstür. Bunların çift sıra bilyalı olanlarıda vardır. Bunların gösterimi 3508 ile başalar ve C-2Z ile biter.
| 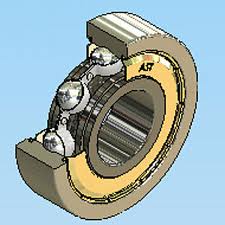 |

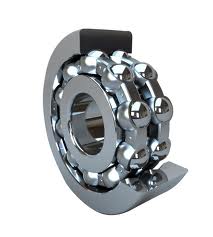
| PERYODİK TABLO | |
Malzeme yoğunlukları konusunda daha fazlası için http://www.engineeringtoolbox.com/metal-alloys-densities-d_50.html |
|
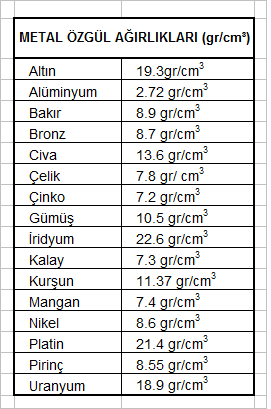
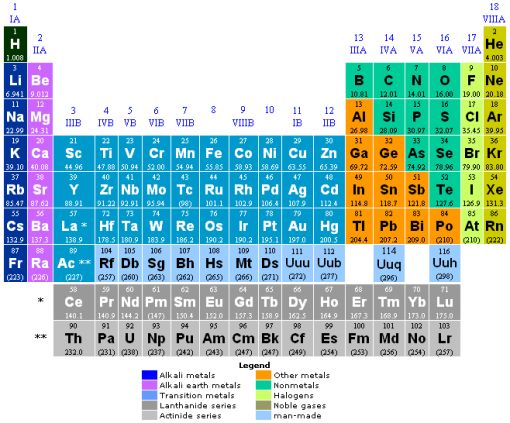
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ANA SAYFAYA GERİ DÖN | Gaz yoğunluklar konusunda daha fazlası için : http://www.engineeringtoolbox.com/gas-density-d_158.html | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Sıvı yoğunlukları konusunda daha fazlası için: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| NOT Katı cisimlerin yoğunlukları ülkemizde genellikle özgül ağırlık olarak bilinir. Ancak birimindende anlaşılacağı gibi bu değerler aslında özgül ağırlık değil özgül kütledir (yoğunluk). Kafa karışıklığı oluşturmaması için yukarıdaki tablolarda katı cisimler için yoğunluk yerine özgül ağırlık tanımını kullanmaya devam ettim. Yoğunluk tabiri ise sadece sıvı ve gazlar için kullanılmıştır | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Osmanlı'nın son dönemlerinde harbiyeden değil de erlikten itibaren liyakat göstererek subaylık mertebesine kadar yükselebilmiş askerlere alaylı derlerdi. Bu anlamda ben de kendimi "alaylı" olarak kabul ediyorum. Zira bu mesleğe üniversiteyi bitirmeden önce tornacılıkla, hatta ilkokulu bitirdikten sonra başladım denilebilir. 1962 yılına kadar bugün "Endüstri Meslek Liseleri" olarak bilinen okulların isimleri "Sanat Enstitüsü" idi ve bu okullara ilkokuldan sonra erkek öğrenciler kayıtlarını yaptırabilir, beş yıllık bir eğitimden sonra mesleğe atılırlardı. Bu okulların mezunları arasından iki yıllık ek eğitim alanlar ise tekniker olurdu. | |
Ben tam bu yıllarda (1963 yılında) Erzurum Erkek Sanat Enstitüsü, torna tesviye bölümüne kaydımı yaptırarak bu mesleğe adımımı atmış oldum. Benim kaydolduğum yıldan itibaren eğitim süresi ilkokuldan sonra 6 yıla çıkarıldı ve okulu bitirenlerin o zaman Karadeniz Teknik Öğretmen okuluna devam ederek teknik öğretmen olabilmelerine, mühendislik okullarından ise sadece Yıldız Teknik Üniversitesine imtihanla kaydolup mühendis olabilmelerine imkan sağlandı. Ancak ben Sanat Enstitüsünü bitirdikten sonra tahsilime devam etmek yerine o yıllarda sanat okulu mezunlarına tanınan bir imkandan yararlanarak sıra beklemeden Almanya'ya işçi olarak gitmeyi tercih ettim. Almanyanın Kuzey Buz Denizi kıyılarında bulunan Travemünde kasabasında bir tersanede 2 yıl tornacı olarak çalıştıktan sonra askerliğimi yapmak üzere 1971 yılında ülkeme döndüm. Askerliğimi tamamladıktan sonra birçok fabrikada tornacı- frezeci olarak çalıştım ve üniversiteden önce son olarak İstanbul Telefon Başmüdürlüğünde teknik ressam olarak görev aldım. |
|
İstanbul Telefon Başmüdürlüğünde ressam olarak çalışırken 1974 yılında yapılan seçimler neticesinde CHP ile Milli Selamet Partisi koalisyon hükümeti kuruldu. Bu dönemde diğer meslek okulu mezunları ile birlikte sanat okulları mezunlarına da lise mezunlarının girebildiği tüm üniversitelere girebilme hakkı tanındı. Böylece o güne kadar içimde bir ukde olarak kalmış olan mühendis olabilme tutkusunu artık gerçekleştirilebilme imkanı ortaya çıktı. (Ne yazık ki bu hak 12 Eylül 1980 sonrası tekrar geri alındı ve yeteneklerine rağmen bir çok genç sevdiği mesleklerde çalışma imkanından mahrum bırakıldı) Üniversiteye hazırlık dersanesine bir yıl devam ettikten sonra Orta Doğu Teknik Üniversitesine giriş hakkı kazandım ve bu okuldan makina mühendisi olarak mezun oldum.
Mühendis olarak ülkemizin büyük bir gıda sanayisi kuruluşunda 1986 yılına kadar proje mühendisi olarak çalıştıktan sonra YÖK ile Dünya Bankasının ortak bir projesi çerçevesinde mühendis ile usta arasında ara insan gücü yetiştirmeye yönelik bir proje kapsamında İngilterede dokuz aylık bir programa katıldım ve ülkeye dönüşte Düzce Meslek Yüksek Okulunda öğretim görevlisi olarak 2 yıl çalıştım.
Meslek Yüksek Okulunda'ki görevimden istifa ettikten sonra bir kaç sanayi kuruluşunda mühendis olarak çalıştım ve ülkemizin en büyük demir çelik kuruluşu olan ERDEMİR'de Etüd ve Proje Mühendisi olarak göreve başladım, ardından Sürekli Döküm Tesislerinde bakım mühendisi ve Mühendislik Müdürlüğünde soğuk haddehanelerden sorumlu Etüd Başmühendisi olarak 2006 yılında emekli oluncaya kadar çalışmaya devam ettim.
Emeklilikten sonra bir kaç firmada proje müdürü ve teknik müdür olarak görev yaptım. Şu anda ise Kdz.Ereğlide kurulu TAT METAL de Yatırımlar-Proje Başmühendisi olarak çalışmaya devam ediyorum.
Boş bir zamanımda mesleğimle ilgili birikmiş notlarımı tasnif etmeye çalışırken bu notların ve bilgilerin daha geniş bir çerçevede paylaşılmasının faydalı olacağını düşündüm. İşte bu düşüncenin bir sonucu olarak bu site bu gün sizlere yararlı olması umudu ile kurulmuş oldu.
Yararlanabilmeniz dileği ile hepinize saygı ve sevgilerimi sunarım.
Melik Feridun Dengizek ANA SAYFAYA GERİ DÖN
| Eskiden mühendislikte kullanılan malzemeler genellikle metal ağırlıklı idi. Bugün ise kompozit malzemelerin gelişmesi ile birlikte daha hafif, daha dayanıklı ve ekonomik tasarımlar yapma imkanı ortaya çıkmış oldu. Mühendislik tasarımlarında çelik her nekadar önde olursa olsun kompozit malzemelerin yanı sıra lastik, tahta, cam vs. de mühendislikte yoğun olarak kullanılan malzemelerdendir. Ancak mühendislikte kullanılan çelik dışı malzemeler çelik malzeme kullanımının sadece 7% si mertebesindedir. Word Steel Associaton (WSA) 2010 yılı verilerine göre dünyadaki çelik üretimi 1.5 Milyar Ton/Yıl mertebesine ulaşmış olup bu miktarın yaklaşık 30 Milyon tonu Türkiyede üretilmektedir. Bu nedenle biz burada sadece çelik seçimi konusunu ele alacağız. Tasarımınız ne kadar iyi olursa olsun eğer kullanılan malzeme uygun değilse sonuç hüsran olur. Tabii tasarım için sadece uygun çeliğin seçilmesi yetmez eğer gerekiyorsa bu çeliğe birde uygun ısıl işlem uygulanmalıdır. Bu nedenle bir makine mühendisi metalurji mühendisi kadar olmasa bile çelik malzeme konusunda belli bir bilgi ve tecrübeye mutlaka sahip olmalıdır. | 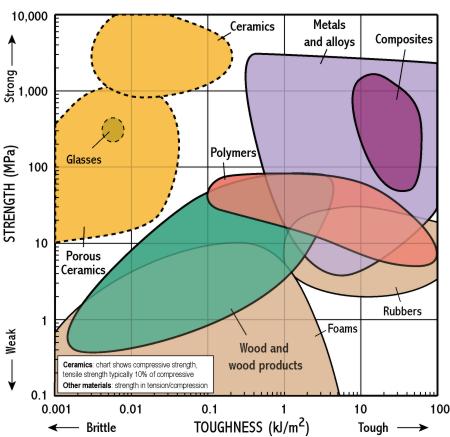 |
 | ||
| Burada aktarmakta yarar gördüğüm bir diğer husus çelik için asla “demir” sözcüğünün kullanılmamasıdır. Kalitesi en düşük malzeme bile karbon içerdiğinden çelik olarak tanımlanır. (dilimize inşaat demiri, parmaklık demiri vs olarak yerleşmiş malzemelerin hepsi çeliktir). İstisnai bir durum olarak yüksek fırınlardan çıktıktan sonra çelikhaneye gönderilmeden kalıplara dökülerek endüstriyel alanlarda dökümcülere hammadde olarak satılan metallere tüm dünyada olduğu gibi ülkemizde de "Pik Demir" denilir. | |
Bir makine mühendisi yaptığı tasarım için malzeme seçerken aşağıdaki özellikleri dikkate almak durumundadır. Bunlar; | ||
Mekanik özellikler : Çekme mukavemeti, sertlik, tokluk, süneklik, şekillendirilebilirlik, yorulma direnci, akma direnci, vs. | ||
Çelik konusundaki önemli standartlar aşağıdaki kurumlar tarafından yayınlanmıştır. 2. SAE ………...: Otomotiv mühendisleri topluluğu standartları 3. ASTM……..…: Amerikan malzeme deneme topluluğu standartları 4. AFNOR …….: Fransız standartları enstitüsü 5. JIS ……….….: Japon standartları enstitüsü 6. BS ……….… : İngiliz standartları 7. ISO ………...: Uluslararası standartlar organizasyonu 8. EURONORM : Avrupa standartları 9. DIN …………..: Alman standartları enstitüsü 10. TSE...............: Türk Standartlar Enstitüsü | .jpg) | |
Yukarıda belirtilen kuruluşların hepsi çeliği kendi normlarına göre sınıflandırmış bulunmaktadır. Bunlardan sadece AISI ve SAE aynı çelik için aynı kodu kullanır. Bir diğer husus farklı firmalarda üç aşağı beş yukarı birbirine benzer çelikleri üretiliyor olmasına rağmen tamamen bire bir aynı çelik üretilmemektedir. Belli bir çeliğin muadilini ararken o çeliğin grubundan yola çıkmak gerekir. Örnek: DIN normunda belirtilen bir yapı çeliğini Amerikan normlarında ASTM spesifikasyonlarında aramak gerekirken, ısıl işlem çeliklerini hem ASTM hem AISI/SAE nomlarında aramanız gerekebilir. Muadil çelik grupları için http://www.steelstrip.co.uk/international_equivalents2.htm sitesinden veya http://www.scribd.com/doc/18522305/Din-SAE-JIS-Material-Specfication-With-en-Equivalant sitesinden yararlanabilirsiniz. AISI/SAE standartlarında çelik gösterimi AISI/SAE XX XX formatındadır. Buradaki ilk iki rakam çeliğin türünü son iki rakam ise bu çeliğin içindeki karbon oranını belirtmektedir. Örnek: SAE 1050 gösteriminde 10 malzemenin düz karbon çeliği olduğunu, 50 ise %0.48-%0.55 arası da karbon içerdiğini belirtmektedir. İlk iki rakamın detayları için referans: http://www.engineeringtoolbox.com/aisi-sae-steel-numbering-system-d_1449.html | ||
Çelik standartları arasında bana göre mühendislik kullanımı açısından en açıklayıcı bilgiler DIN normunda belirtilmiş olduğundan bu sitede malzemeleri DIN standartlarında belirtilen Gereç sayısı (Werk stoff number) cinsinden vermeye gayret edeceğim. Zira bir malzemenin Gereç sayısını (W.S.Nr) nı tespit edebilirseniz o malzemenin kimyasal analizi, mekanik özellikleri, ısıl işlem bilgilerine daha kolay ulaşabilirsiniz. Hangi standartta olursa olsun malzeme belirlendikten sonra bu malzemenin diğer standartlardaki muadillerini gösteren bir çok tablo bulunmaktadır bunlardan ASTM muadili malzemelere http://doc.diytrade.com/docdvr/229183/23523299/1318158849.pdf den ulaşabilirsiniz DIN standartında gereç sayısı X.XXXX formatında verilir. Burada ilk rakam çelik için her zaman 1 dir. 0 ise pik demir veya ferro alaşımlar için kullanılır. 2 demir içermeyen ağır metaller, 3 ise hafif metaller içindir. Sondaki dört rakam malzemenin kimyasal kompozisyonunu belirler. Stahl schlussel kataloğunda grup 17 de DIN normundaki tüm çelikler 1 den sonraki dört rakama göre sıralanmış bulunmaktadır. Burada çeliğin sırası bulunduktan sonra son kolondaki grup numarasından o çeliğin mekanik özelliklerinin ve ısıl işlem bilgilerinin belirtildiği sayfalara ulaşmak mümkün olur. | .jpg) | |
.jpg) | ||
| Hangi çelik hangi şartlarda, nerelerde kullanılır konusuna geçmeden önce çelikler için genel bir tarif yapacak olursak; Çelik içeriğinde maksimum %1.6 Karbon içeren Demir alaşımlı bir malzemedir. Düz karbonlu çeliklerde C oranı %1 i geçmez. Tüm çeliklerin bileşiminde ayrıca Mn, Si, P ve S bulunur. Çelikte en belirleyici özellik kendisine mukavemet ve sertlik değerlerini kazandıran %C miktarıdır. %C miktarının yaratmış olduğu bazı olumsuzluklarda vardır. %C miktarı arttıkça çeliğin süneklik, tokluk, kaynaklanabilirlik özellikleri azalır. DIN normunda kısa gösterimde içinde St olanlar yapı çeliklerini, C ile başlayanlar alaşımsız ve ısıl işleme elverişli düz karbonlu çeliklerini belirtir. Çelikler aşağıdaki gibi sınıflandırılabilir. Ancak bir çelik cinsi özellikleri itibari ile birden fazla sınıfa girebilir. Bunlar; | |
1. Kalitesiz yumuşak çelikler |  |  |
Bu noktada şu bilgiyi vermek yararlı olacaktır. Türkiyede sanayide en fazla kullanılan malzeme gösterimi yapı çelikleri için St37, St42 vs. İmalat çelikleri için ise C1010, C1030, C1050 vs şeklindedir. Türkiyede imalat çelikleri için kullanılan bu gösterim Makine Kimya Endüstrisi (MKE) çelikleri içindir. Bu kurum SAE normlarındaki gösterimde bulunan SAE yerine Ç harfini koymuştur. Örnek: SAE1010 muadili Ç1010, SAE1040 muadili Ç1040 vs. Tasarımlarınızda malzeme gösterimlerini uluslar arası kabul görmüş standartlarda belirtmek hem o malzemenin özelliklerine daha kolay ulaşmak hemde yurt dışı paylaşımlarda aynı dili kullanmış olmak açısından oldukça önemlidir. SAE standartında belirtilmiş bazı düz karbonlu çeliklerin mukavemet değerlerine ve sertlik değerlerine SAE ÇELİK DAYANIMLARI tablosundan ulaşabilirsiniz. Alaşımlı çeliklerin mukavemet değerlerini vermek istemedim çünkü alaşımlı çeliklerin uğramış oldukları ısıl işlem yöntemi çeliğin mukavemet değerlerinin çok farklı gerçekleşmesine neden olmaktadır. | ||
1. KALİTESİZ YUMUŞAK ÇELİKLER Düşük karbon çeliği olarak belirtilen bu çelikler içeriğinde %0.05-%0.15 arasında karbon içermekte olup SAE1010 veya DIN-Ck10 (1.1121) standartlarında tanımlanmışlardır. |  | |
2. KOLAY KAYNAK ÇELİKLERİ Düşük alaşımlı çeliğin kimyasal bileşenlerine göre hesaplanan EC değeri hangi düz karbonlu çeliğin EC değerine yaklaşık olarak denk geliyorsa ilgili düşük alaşımlı çelik için aynı EC değerindeki karbonlu çelik için uygulanan kaynak yöntemi uygulanır. | 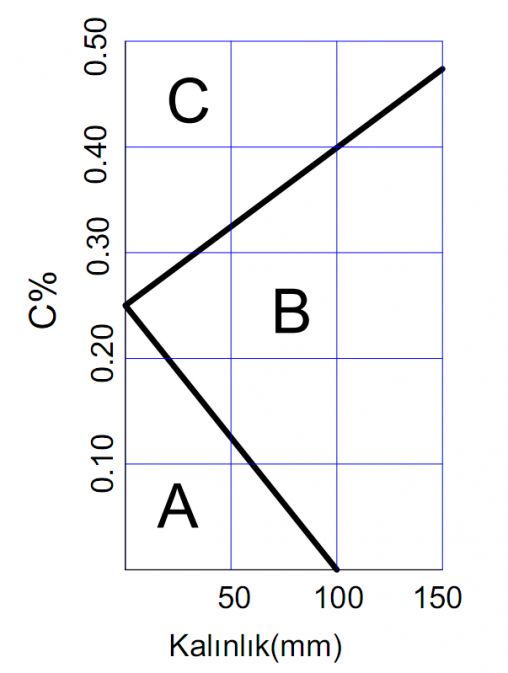 | |
3. YAPI ÇELİKLERİ |
| |
| DIN 17100 normundaki yapı çelikleri W.S.Nr: 1.0035 (St 33) W.S.Nr: 1.0037 (St 37-2) W.S.Nr: 1.0036 (USt 37-2) W.S.Nr: 1.0038 (RSt 37-2) W.S.Nr: 1.0116 (St 37-3) W.S.Nr: 1.0044 (St 44-2) W.S.Nr: 1.0114 (St 44-3) W.S.Nr: 1.0507 (St 52-3) W.S.Nr: 1.0050 (St 50-2) W.S.Nr: 1.0060 (St 60-2) W.S.Nr: 1.0070 (St 70-2) |  |  |
| Kısa gösterimlerde geçen U harfi malzemenin kaynar çelik olduğunu, R harfi durgun çelik olduğunu ifade eder. Bu noktada Kaynar çelik, Durgun çelik tanımını yapalım. Çelik üretilirken içinde bir miktar oksijen kalır. Oksijenin varlığı çeliğin kimyasal bileşimlerinin çelik içinde homojen dağılımını engeller. Kullanım yerine göre çeliğin kimyasal bileşimlerinin homojen dağılımı gerekli ise üretim esnasında deoksidasyon yöntemi ile oksijenin giderilmesi gerekir. Ancak bu maliyeti yükselten bir husus olduğundan bu özelliğin gerekli olmadığı yerlerde kullanılacak malzeme için bu özellik sağlanmaz. Deoksidasyonu yapılmadan üretilmiş çeliklere Kaynar çelik, Deoksidasyon uygulanarak üretilmiş çeliklere ise Durgun çelik denir. Genellikle %0.25 den daha düşük karbonlu çelikler kaynar çelik olarak üretilirler Amerikan standartlarında AISI/SAE 1020 ve ASTM 283C, ASTM A570 Gr40 yapı çeliklerine örnek olarak gösterilebilir | ||
4. İMALAT ÇELİKLERİ |
| |
4.1 KARBONLANMA YÖNTEMİ İLE KABUK SERTLEŞEBİLİR İMALAT ÇELİKLERİ (SEMENTASYON ÇELİKLERİ) Bu çelikler Düz karbon çeliği olabildiği gibi Alaşımlı çelikte olabilir. Bu çeliklere Türkiyede SEMENTASYON çelikleri denilir. Türkiyede en çok kullanılan sementasyon çelikleri şunlardır.
DIN normuna göre Karbonlama yöntemi ile Kabuk sertleşebilir imalat çeliklerinin kimyasal kompozisyonu Tablo 2 de, mekanik özellikleri ise Tablo 21 de verilmiştir. |  | |
DIN normuna göre Nitrürleme yöntemi ile Kabuk sertleşebilir imalat çeliklerinin kimyasal kompozisyonu Tablo 3 de mekanik özellikleri ise Tablo 22 de verilmiştir |  | |
Türkiyede yaygın kullanımı olan otomat çelikleri şunlardır.
| ||
| 5.ISLAH ÇELİKLERİ (Heat Treatable steels) Makine üretiminde kullanılmak üzere su verilerek sertlikleri derinlemesine arttırılabilen çeliklere ıslah çelikleri denir. Bu çelikler yalın karbonlu çelik (örnek 1.0501 C35) olabildiği gibi alaşım çeliği (örnek: 1.6582 34 CrNiMo6) de olabilirler. Alaşım çelikleri içeriğinde Ni, Cr, Mo, V, W gibi elementlerin yer almış olduğu çeliklerdir. Bu çeliklerin imalat çelikleri grubunda verdiğimiz çeliklerden en önemli farkı derinlemesine (tam) sertleşebilir çelik olmalarıdır. Alaşımlı çeliklerin deriniğine (iç bölgelerde) sertleşebilme yeteneği düz karbonlu çeliklere göre daha fazladır çünkü içeriğinde bulunan Cr, Ni, Mo gibi elementler su verme esnasında çeliklerin çatlama, çarpılma risklerinin düz karbonlu çeliklere göre daha az olmasını sağlar. | .jpg) | |
Gerek düz karbonlu çeliklerde , gerekse düşük alaşımlı çeliklerde su verilerek kabuk sertliği ancak belli bir derinliğe kadar sağlanabilmektedir. Tam sertleşebilir alaşım çeliklerinde ise bu derinlik daha fazla olup ASI/SAE normunda bu derinliği garantili olarak sağlayan malzemeler SAE standart gösterimde sonlarına H harfini alırlar. Örnek: SAE 1040H, SAE 4140H, SAE 5160H. | ||
Krom (Cr) : Çeliğin sertleştirilebilme özelliğini, çekme mukavemetini ve korozyona dayanımını arttırır. Alaşım elementlerinin çelik özelliklerini hangi yönde etkilediğini TABLO 41 den görmeniz mümkündür. | ||
DIN normuna göre kısa gösterimde çelik simgesinin başına X gelirse bu çeliğin yüksek alaşımlı çelik olduğunu belirtir. Örnek: X 120 Mn 12. Türkiyede sık kullanılan ıslah çelikleri;
DIN normuna göre ıslah çeliklerinin kimyasal kompozisyonu Tablo 5 de, |  | |
6. SOĞUK ÇEKME ÇELİKLER (TRANSMİSYON ÇELİKLERİ) Sıcak haddelenmiş sacın sadece inceltilerek mekanik özelliklerinin geliştirilmesi gerekiyorsa çekme yerine oda sıcaklığında haddeleme yeterlidir. Bunlara ise soğuk haddelenmiş çelik denilir. Soğuk çekilmiş veya haddelenmiş bir malzeme haddeden veya kalıptan yaklaşık h11 toleransında çıkar. Bu nedenle hassas bir yüzey gerekmiyorsa malzeme yüzeyinin işlenmeden de kullanılması mümkün olur. Soğuk çekmenin bir diğer avantajı da tezgahlarda işlenebilirliği (çıkan talaşın daha kolay kırılabilmesini) arttırmasıdır. DIN normuna göre soğuk çekme çeliklerinin kimyasal kompozisyonu Tablo 6 da, mekanik özellikleri ise Tablo 25 de verilmiştir. | c4.jpg) | |
|  | |
7.1. ŞEKİL VERİLEBİLİR PASLANMAZ LEVHA VE ÇUBUKLAR Paslanmaz levha yüzey kaliteleri 1. kalite ile 8. kalite arasında değişir. 1.Kalite paslanmaz levhalarda yüzey düzgünlüğü aranmaz. Kalite numarası arttıkça yüzey kalitesi de artar. 8.kalite paslanmaz levhalar en parlak yüzeye sahip olup bazı yerlerde ayna olarak kullanılırlar. |  |  |
| Paslanmaz çubuklar ise yüzey kaliteleri A dan F ye kadar artar. A kalite paslanmaz çubuk yüzeyleri kaba olup, F kalite ise en parlak yüzeye sahip paslanmaz çubuklardır Şekil verilebilir paslanmaz çelikler iç yapılarına göre 3 e ayrılır. Bunlar 1. Östenitik paslanmaz çelikler 2. Martensitik Paslanmaz çelikler. 3. Feritik Paslanmaz çelikler |  |  |
7.1.1 ÖSTENİTİK PASLANMAZ ÇELİKLER Piyasada AISI 301, 302, 303, 304, 305, 308, 309, 310, 314, 316, 317, 321, 329, 347, 348 kalite olarak bilinen paslanmaz çelikler Östenitik paslanmaz çeliklerdir. |  | |
| 7.1.2 MARTENSİTİK PASLANMAZ ÇELİKLER Bu paslanmaz çeliklerin en önemli özelliği ısıl işlem yolu ile sertliklerinin arttırılabilmeleridir. İçeriğinde 0.40% karbon olan AISI 4140 de sertlik ısıl işlem yolu ile çok yüksek değerlere çıkarılabilir. Bunların İçeriğinde Ni pek bulunmaz. Bu paslanmazlar korrozyona karşı en az direnç gösteren malzemelerdir. Piyasada AISI 403, 410, 414, 416, 418, 420, 422, 431, 440, 501, 502 kalite olarak bilinen paslanmaz çelikler martensitik paslanmaz çeliklerdir. |  | |
Piyasada AISI 405, 430, 446 kalite olarak bilinen paslanmaz çelikler ferritik paslanmaz çeliklerdir. Şekil verilebilir paslanmaz çeliklerin kimyasal kompozisyonlarını Tablo 7 de, mekanik özelliklerini ise Tablo 26 da bulabilirsiniz. |  | |
1. Korrozyona karşı dirençli paslanmaz çelik dökümler 2. Yüksek sıcaklığa dirençli paslanmaz çelik dökümlerdir. DIN normuna göre paslanmaz çelik dökümlerin kimyasal kompozisyonları Tablo 8 de, mekanik özellikleri ise Tablo 27 de verilmiş bulunmaktadır. Yüksek sıcaklığa dirençli paslanmaz çelik dökümlerin DIN normuna göre kimyasal kompozisyonları Tablo 9 da, mekanik özelliklerini ise Tablo 28 de verilmiştir. |  | |
8. TAKIM ÇELİKLERİ Takım çeliklerinin genel özellikleri aşağıdaki gibi sıralanabilir. Bunlar; | ||
• Yüksek mukavemet • Yüksek sertlik • Yüksek tokluk • Yüksek süneklik • Yüksek aşınma direnci • Yüksek sıcaklıklarda çalışabilme • Yüksek ısı iletim kabiliyeti • Yüksek işlenebilirlik • Yüksek Parlatılabilirlik • Yüksek şekilendirilebilirlik • Düşük termal genleşme |  | |
| Yukarıda sıralanan olumlu özelliklerin bazıları bazı takım çeliği gruplarında yoktur. Takım çelikleri beş gruba ayrılır. Bunlar; | ||
| 1. Karbonlu takım çelikleri 2. Yüksek hız takım çelikleri 3. Soğuk iş takım çelikleri 4. Sıcak iş takım çelikleri. 5. Darbeye mukavim takım çelikleri |  | .jpg) |
| 8.1 KARBONLU TAKIM ÇELİKLERİ Bu takım çeliklerine Türkiyede Su çelikleri de denilir. Bu malzemede Karbon 0.16% ile 1.4% arasında değişen ana unsurdur. Bu malzemede Cr ve V (vanadyum) çok azdır. Karbonlu takım çeliği çok sert bir kabuk altında yüksek mukavemette bir öz gerektiren yerlerde kullanılır. Yüksek sıcaklıklara dayanıklı değildir. Kullanıldığı yerler; şekillendirme ve şişirme kalıpları, kesme kalıpları, ahşap işleme kesici takımları (rende iskarpile vs.), eğe, kılavuz, rayba vs. olarak sıralanabilir. DIN normuna göre karbonlu takım çelikleri kimyasal kompozisyonu Tablo 10 da, mekanik özellikleri ise Tablo 29 da verilmiştir. | ||
| 8.2 YÜKSEK HIZ TAKIM ÇELİKLERİ Yüksek hız takım çelikleri derin sertleşebilir çeliklerdir. Bunlar yüksek mukavemetli ve aşınmalara karşı dirençli malzemelerdir. Bu çeliklerin hepsinde 4% Cr bulunur. Bazı Yüksek hız çelikleri Molbden (Mo) esaslı bazıları ise Wolfram (W) esaslıdır. Not: Wolfram bazı kaynaklarda Tungsten olarak geçer Kullanıldığı yerler: Freze çakıları, torna kalemleri, rayba, kılavuz, azdırmalar, zımba ve kalıplar. DIN normuna göre yüksek hız takım çelikleri kimyasal kompozisyonu Tablo 11 de, mekanik özellikleri ise Tablo 30 da verilmiştir. | .jpg) | |
8.3 SOĞUK İŞ TAKIM ÇELİKLERİ DIN normuna göre soğuk iş takım çelikleri kimyasal kompozisyonu Tablo 12 de, Türkiyede en çok kullanılan soğuk iş takım çelikleri; SAE 1390 (DIN 90 Mn V 8) |  | |
Sıcak iş takım çeliklerinin özellikleri aşağıdaki gibidir. DIN normuna göre Sıcak iş takım çelikleri kimyasal kompozisyonu Tablo 13 de, Türkiyede en sık kullanılan Sıcak iş takım çelikleri
| .jpg) | |
8.5 DARBE TAKIM ÇELİKLERİ | |  |
9. KULLANIM YERLERİNE GÖRE BAZI ÇELİKLER | ||
9.1 RULMAN ÇELİKLERİ Rulmanlarda kullanılan bilya ve makaraların imalatında kullanılan çeliklerdir. Bu çelikler Islah çelikleri grubundan olup bu çeliklerin DIN normunda kimyasal kompozisyonu Tablo 14 de, mekanik özellikleri ise Tablo 33 de verilmiştir. | |  |
9.2 YAY ÇELİKLERİ Yay imalatında kullanılan çeliklerdir. Bu çeliklerin DIN normunda kimyasal kompozisyonu Tablo 15 de, mekanik özellikleri ise Tablo 34 de verilmiştir. Türkiyede en çok kullanılan yay çelikleri;
|  | .jpg) |
9.3 SIFIR DERECE ALTI ÇELİKLERİ Sıfır derecenin altında toklukların kaybetmeden çalışması gereken yerlerde kullanılacak çeliklerin DIN normunda kimyasal kompozisyonu Tablo 16 da, mekanik özellikleri ise Tablo 35 de verilmiştir. |  |  |
Açıkta boyanmadan iklim koşullarına direnç gösterebilen yapı çeliklerine “weathering steels” denir. Çelik konstrüksiyon binalarda korozyona karşı boyanmadan direnç gösteren bu çelikler ASTM spesifikasyonlarında A 242, A588 olarak sınıflandırılırlar. Bu malzemeler piyasada Corten-A, Corten-B olarak bilinirler. DIN normunda bu çeliklerin kimyasal ve fiziksel özellikleri Tablo 17 de verilmiştir.
|  |
|
9.5 YÜKSEK SICAKLIK YAPI ÇELİKLERİ Yüksek sıcaklıklarda mukavemet özelliklerini kaybetmeden bulunması gereken Türkiyede yüksek sıcaklığa dayanıklı yapı çelikleri ERDEMİR de 6335, 6341, 6347, 6352 kalite olarak üretilmektedir. Yüksek sıcaklığa maruz kalacak fırın gibi ekipmanların bazı aksamlarının dökümden yapılması gerekecek ise bu durumlarda Krom Nikelli alaşımlı döküm (Tablo 28) kullanılması gerekir. Örnek: Gx40 CrNiSi 27 |
|  |
9.6 BASINÇLI KAP ÇELİKLERİ Yüksek basınç altında çalışacak kazan ve kaplarda kullanılması gereken malzemelerin DIN normunda kimyasal kompozisyonu Tablo 19 da, | |  |
9.7 VALF (sübap) ÇELİKLERİ Burada bahsedilen valf, vana değildir. Türkiyedeki deyimi ile sübaplardır. Bunlar motor ve kompresörlerlerde kullanılırlar. Sübablarda kullanılan çeliklerin temel özelliği korozyona karşı dirençli olmaları, darbelere dayanıklı olmaları, valf (sübab) ile valf yatağının sızdırmazlığını sağlayabilmek için çok yüksek yüzey hassasiyetinde işlenebilir olmaları ve uzun ömürlü olmalarıdır. Bu çeliklerin DIN normunda kimyasal kompozisyonu Tablo 20 de, |  | |
| 9.8 MANYETİK ALANDAN ETKİLENMEYEN ÇELİKLER Elektronik sanayisinde, yer küre bilimsel araştırmalarında, jeolojik incelemelerde, bilimsel araştırmalar yapan gemilerin döner ekipmanlarında (şaft vs.) , navigasyon hizmetlerinde kullanılan uydularda manyetik alanlardan etkilenmeyen çelik kullanılması gerekmektedir. Böylesi kullanım yerlerinde kullanılan çeliklerin DIN normunda |  |  |
9.9 OTOMOTİV SANAYİSİNDE KULLANILAN ÇELİKLER Otomobil üretiminde temel faktör aracın güvenilir ve ekonomik olmasıdır. Otomobili ağırlıklı olarak şase ve kaportadan oluşur. Bu nedenle kullanılacak malzemenin hem gerilim mukavemetinin yüksek, hem de hafif olması gerekir. Bu özelliklerin yanında kaporta sacının kolay şekil verilebilir yani kalıplarda derinlemesine çekilebilir olması (deep drawing), korozyona karşı dayanıklı olması, yüzeyinin boya tutmasına elverecek kadar pürüzlü olması ve ömrünün uzun olması gibi birçok özellik aranır. Otomobil üretiminde 6 mm den kalın yassı malzemelere plaka, 6 mm den ince yassı malzemelere ise sac denilir (sheet). Plakaların kolay kaynak edilebilir, sacların ise kalıplarda kolay şekillendirilebilir ve korzyona dayanıklı olması hedeflenmiştir. Bu hedefe yönelik olarak otomotiv endüstrisinde kullanılan sacların C% si genellikle 0.25% nin altında tutulur ve çekme muvemetini arttırmak için düşük alaşım kullanılır |  | |
Yukarıdaki nedenlerle Amerikadaki otomobil üreticileri çelik üreticileri ile iş birliği içinde otomotiv sanayisine yönelik sac üretimi için standartlar geliştirmişler ve bu standartları ASTM spesifikasyonlarında yayınlamışlardır. Otomotive yönelik geliştirilen malzemeler genel olarak HSLA (High strength low alloy) olarak adlandırılır. Bunlardan 6 mm den ince saclar ASTM A1008 ve A1008M spesifikasyonları ile 6 mm den kalın plakalar ise ASTM A656 ve A656M spesifikasyonları ile tanımlanmış ve SAE standartlarında SAE 942X ile SAE 980X arasında derecelendirilerek yayınlanmışlardır. Türkiyede otomotiv endüstrisine yönelik sac üretimi sadece ERDEMİR de gerçekleştirilmektedir. Bunlar; Erdemir Kalite numaraları ERD 7114, 7115, 7116 kalite yaşlanmaya dayanıklı ekstra derin çekilebilir özellikli malzemeler ile ERD311 312,323, 324 kalite düşük karbonlu galvanize edilmiş saclardır. |  | |
9.10 ÇELİK DÖKÜMLER Hacim olarak büyük veya kapalı yerlerinin istenen şekillerde işlenmesi mümkün olmayan, imalat maliyeti açısından seri olarak üretilmesi gereken, vibrasyon sönümlenmesi gereken ekipmanlar çelik döküm olarak imal edilirler. Pompa, motor, redüktör gövdeleri gibi seri üretilecek, vibrasyon, ısı, şok veya aşınmaya maruz kalacak ekipmanların imalatı için piyasada en fazla kullanılan çelik döküm kalitelerine aşağıdaki linklerden ulaşabilirsiniz. Yüksek ısı, şok ve aşınmaya mukavim çelik dökümler Korozyana, deniz suyuna mukavim, vakum altında veya düşük sıcaklıklarda çalışacak çelik dökümler | ||
PİK DEMİR Malzeme konusunu kapatmadan önce dökümcülerin ana hammaddesi olan pik demirden bahsedelim. Yüksek fırınlarda demir cevheri ile kok kömürünün kireç taşı gibi curuf yapıcı katkı malzemeleri ile birlikte ısıtılmasıyla sıcak maden üretilir. Normalde sıcak maden pota veya torpidolar vasıtası ile çelikhaneye gönderilerek çelik üretilir. Ancak zaman zaman çelikhanede, diğer ünitelerde ortaya çıkan arıza durumunda, veya ortaya çıkan arz talep dengeleri doğrultusunda Erdemir, Kardemir gibi entegre demir çelik kuruluşları pik demir dökümü de yapmaktadırlar. Pik demir içeriğinde çok yüksek (3.5%-4.5%) karbon bulunmaktadır. Yüksek karbon oranı pik demirini çok kırılgan yaptığı için haddelenebilir, veya dövülerek şekil verilebilir olması mümkün olmaz. Bu nedenle pik demir sadece dökümhanelerde kalıplara dökülerek biçimlendirilebilirler. Bu malzemelerin en önemli vasfı ucuz olmasının yanı sıra döküm neticesinde ortaya çıkan makina parçasının iç yapıları gözenekli olduğu için vibrasyon sönümleme kaabiliyetlerinin yüksek olmasıdır. Bu nedenle tezgahların ana gövdeleri çoğunlukla dökümdür. |  | |
| ANA SAYFAYA GERİ DÖN | ||
.jpg)
.jpg)




Makine mühendisliği ile ilgili konularda internet ortamında binlerce çok değerli site var.
Ne yazık ki bunların çoğu yabancı literatürde hazırlanmış ve yararlanabilmek için İngilizce bilmek gerekiyor.
Ülkemizde de birkaç site var. Ancak bunların detay derinliği yok. http://www.muhendislikbilgileri.com sitesi de bunlardan biri ve henüz yeterli detay derinliği yok. Ancak ben bu eksikliği detay bilgi verebilen sitelere link koyarak gidermeye çalıştım.
Aşağıda detaylı mühendislik bilgilerinin temin edilebileceği birkaç belli başlı sitenin adresini verdim. Bunların içeriklerini vermeyeceğim. Zira sitelere girildiğinde araştırmacı doğru yolu takip ederse yakalayamıyacağı bilgi yok.
Seçtiğim siteler ticari olmayan ve üyelik formları ile uğraştırmayan siteler. Bunların dışında Rextroth, SKF gibi belli başlı firmaların sitelerinden de çok detaylı bilgi alabileceğiniz malum. Ben sayıları çok fazla olduğu için bu tip firma sitelerini de listeye almadım
Yararlanabileceğiniz belli başlı siteler aşağıda sıralanmıştır.
Mühendislere iş olanakları .........: 
Efunda………………….........…............….: http://www.efunda.com/home.cfm
The Engineering Tool box…..............: http://www.engineeringtoolbox.com/
Engineering Edge…………....…............: http://www.engineersedge.com/
Birim çevrim sitesi..........................: https://www.onlineconversion.com
Muhtelif formül, program vs................:http://www.ajdesigner.com/
Kimya Mühendisliği………....................…:http://chemistry.about.com/
Gazların kimyasal ve fiziksel özellikleri: http://encyclopedia.airliquide.com/encyclopedia.asp
Kimyasal bilgiler………….........….............: http://webbook.nist.gov/chemistry/
Akışkanlar (Fluids)……….......…..............: http://www.lmnoeng.com/
Borulama………………….....…....................: http://www.pipingdesign.com/
Teknik bildiriler……….....……................….:http://www.mcnallyinstitute.com/
Pompalar………………............……...........…:http://www.pumpfundamentals.com/
Malzeme…………………......….................….:http://www.matweb.com/
Bakım Yönetim sistemi..........................: http://www.cayirmuhendislik.com
İntegral hesabı yapan program.............:http://integrals.wolfram.com/index.jsp
Muhtelif belgeler arşivi...........................: http://belgeler.com
Tesisat ve eknik bilgilere link veren site: www.erimsever.com
Muhtelif mühendislik hesaplamaları ......: www.amesweb.info
Termal genleşme katsayıları..................: http://physics.info/expansion/
Makina yapımı hakkında bilgiler.............: http://www.guven-kutay.ch/index_6.htm
Mühendislik Asistanı..............................: https://play.google.com/store/apps/details?id=com.Asistan.onur.Asistanim&hl=tr
BORULAMA | |
Re< 2300 ise akış düzgün (Laminar)
ʋ(m2/sn): Akışkanın kinematik viskositesi |  |
Kinematik viskosite (ʋ) değerleri için aşağıdaki bağlantıdan SI birimdeki tabloyu kullanabilirsiniz.
Fittingsler için Dirseklerdeki kayıp katsayıları için........: TABLO.2 Boru
sistemindeki tüm elamanların kayıp katsayıları elde edildikten sonra bu
katsayıların toplamının yarattığı basınç kaybı aşağıdaki formülden
bulunabilir. Akışkanların boru içindeki maksimum hızları V (m/sn) olarak TABLO. 5 den alınabilir Toplam basıç kayıpları sağlanan toplam basıncın (Head) gazlar için 10% sini, sıvılar için ise 15% sini geçmemelidir. BORU ÖLÇÜLERİ Türkiyede boru ölçülerinin belirtilmesinde iki ayrı standart bulunmaktadır. Bunlardan birincisi ANSI normları, İkincisi ise DIN normlarıdır ve her ikisi de yaygın olarak kullanılmaktadır. Boruyu iki ana faktör belirler. Bunlar borunun dayanabileceği basınç aralığı, ikincisi ise boru çapı. Diğer faktörler ise boru malzemesi, dikişli olup olmadığı, borunun nasıl çekilmiş olduğu gibi yan faktörlerdir. Borunun dayanması gereken basınç değeri arttıkça boru et kalınlığı içe doğru artar. Yani ölçülen boru dış çapları hem ANSI hem DIN normunda sabit olup boru et kalınlığı arttıkça boru iç çapları küçülür. Diğer önemli bir husus 1/8” ile 12” aralığındaki boruların satın alınmasında
kullanılan nominal boru çap değerleri borunun ne dış ne de iç çapı olmamasıdır.
Örnek 3”
boru dış çapı 3X25.4= 76.2
mm değildir. 3”
borunun dış çapı 88.9 mm
dir. DIN normunda çaplar DN6, DN8,..DN900 vs. DIN normunda ölçülecek boru dış çapı belirtilen DN ölçüsünden herzaman daha büyüktür. Örnek DN500 boru dış çapı 508 mm dir. Borunun satın alınmasında belirtilecek dış çapları hem ANSI hem DIN normunda standartlaştırılmış olup belirtilen çapların arası bir boru standart olarak üretilmemektedir. (Özel sipariş olarak üretilebilir) Türkiyede temin edilebilir normlardaki boru çapları ve basınç aralıklarını excell TABLO olarak indirebilirsiniz. Basınç aralıkları ANSI normunda SCH değerleri olarak DIN normunda ise PN değerleri olarak verilir. Kalınlık arttıkça bu değerler artar. Örnek: SCH10, SCH20, SCH30 vb.
| |
 | |
Bir yatırım projesinin dört aşaması vardır. Bunlar
FİZİBİLİTE ÇALIŞMALARI Bir projenin gerçekleşebilmesi için herşeyden önce projenin fizible olması gerekir. Yani projeyi talep edenlerin projenin finansmanını sağlamaya razı olmaları için elde edilecek sonucun yarar veya kar getireceğinin ortaya çıkarılması gerekir. Bunun için fizibilite yapılır. Fizibilite çalışmasının iki aşaması vardır. Birinci aşamada projenin mali boyutunun belirlenmesi, tesisin yerinin belirlenmesi, uygulanacak teknolojilerin araştırılması gerçekleştirilir ve tüm süreçler için iş akış diyagramları ve iş programları yapılır, projenin ne zaman devreye alınabileceği tespit edilir. İkinci aşamada ise pazar araştırmaları yapılır, finans yöntemleri belirlenir ve projenin karlılığı irdelenir. Bazen bir projenin uygulanması için illa karlı olması beklenmez. Eğer proje diğer tesislerin ekonomik varlığının devamı için gerek bir şart ise, veya iş güvenliği, işçi sağlığı veya çevrenin korunması için gerekli ise bu durumlarda karlılık aranmaz. Bu duruma gereklilik denir. Gereklilik şartları hariç bir projenin fizibil olması için en fazla 5 yılda yapılan yatırım miktarının geri kazanılması gerekir. Bu süre ne kadar kısa ise projenin fizibilitesi o kadar yüksek kabul edilir. Fizibilite aşamasında mühendisliğin tüm disiplinleri görev alır (Makina, inşaat, elektrik Elektronik, Endüstri vs). Yapılacak yatırım ihale yöntemi ile yapılacak ise ilk önce teknik şartnameler hazırlanır. İhaleye katılacak firmaların yeterlilikleri incelenir ve ihaleye çıkılır. Belirlenen süre içinde ihale dosyaları toplanarak teknik yönden ve maliyet yönünden değerlendirilmeleri yapılarak belli bir firma veya firmalar seçilir. Bundan sonraki aşamda müteahitin imalatları ve yerine montajı takip edilerek kalite kontrolleri yapılır, hakedişleri çıkarılır. Son aşamada ise test çalışmaları ve devreye alma çalımaları gerçekleştirilir. Projeler yatırımı yapan firma tarafından tamamı veya bir kısmı yapılacaksa firmanın kendi proje grupları devreye girer.
PROJELENDİRME Projelendirmenin 4 aşaması vardır. Bunlar;
|
|
| |
| |
| |
| |
| |
SUNUŞ PROJELERİ (PROPOSALS) ÖN PROJELER (PRELİMINARY) İMALAT PROJELERİ (FOR CONSTRUCTION) YERİNDE YAPILAN DEĞİŞİKLİKLERİN PROJELERE İŞLENMESİ (AS BUILTS) | |


Birimler mühendisliğin alfabesidir. Birimleri tam olarak anlamamış yerine oturtamamış olanlar mühendislik yapamazlar. Birimleri anlamamış mühendis olurmu diye sorulabilir. Ancak birimleri hazmetmeden mühendis olmuş kişiler, sayısı fazla olmasada ne yazık ki ülkemizde bulunmaktadır. | |
Dünyada esas olarak iki birim sistemi vardır. Bunlar; 1. SI birim sistemi (System International) Bizim de kullandığımız ve dünyada en yaygın olarak kullanılan, yakın gelecekte ise diğer birim sistemlerinin yerine geçmesi kaçınılmaz olan sistem bu sistemdir. SI birim sistemi sadece yedi temel birim üzerine kurulmuştur. Bunlar;
| 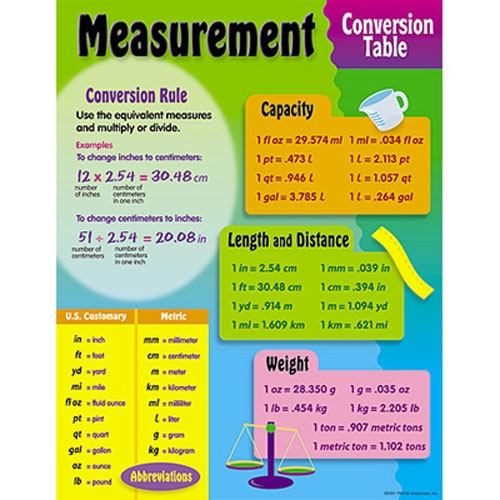 |
Belirtilen bu temel birimlerin ilk üçünden (Metre-Kilogram-Saniye) ötürü bu sisteme MKS sistemi de denir. SI birim sistemindeki tüm diğer birimler bu yedi temel birimden üretilmiştir. 2. BG birim sistemi (British Gravitational) Imperial sistem olarak da bilinen bu birim sistemi bugün sadece İngiltere ve Amerika menşeli teknik kitaplarda kullanılmakta ve kaynak olarak bu kitapları kullanan bazı profesörlerimiz ise kitaplarında hala bu sistemi kullanmaya inatla devam etmektedirler. BG birim sistemi bugün Türkiyede daha çok boru ve boru diş ölçüleri için kullanılmaktadır. BG birim sisteminde de kullanılan temel ölçülerin ilk üçü Kütle, Uzunluk ve Zamandır. Ancak bu ölçülerden ilk ikisinin birimleri farklıdır. Bunlar;
Biz bu bölümde SI birim sistemi üzerinden türetilen diğer ana birimleri nasıl elde ettiğimizi göreceğiz. KUVVET Newton un ikinci kanunu: Bir kütle üzerine etki eden kuvvet, söz konusu kütle ile o kütlenin sahip olduğu ivmenin çarpımına eşittir. Yani kısaca F=m*a dır. Bu formülde m= Kütle (Kg), a= ivme(m/sn2), F=Kuvvet (Kg-m/sn2) Burada Kuvvet birimi olarak (Kg-m/sn2) yerine bu kavramı tanımlayan Newton un adına izafeten kısaca Newton (N) denilmiştir. Böylece kuvvet birimi olarak F=Kuvvet (N) kullanılmaktadır. Bu birimle alakalı çok sık yapılan yanlışlık 1 Kg lık kütlenin yaratmış olduğu kuvvetin 1 N olduğu şeklindeki yanlış algıdır. Bu yanlış algıyı kaldırmak için kuvvetin formülünü kullanalım. Soru: 1 Kg kütle masanın üzerine ne kadar kuvvet uygular. Cevap: Kütle : m=1 Kg. İvme: a= 9.8 m/sn2 (Dünyada olduğumuz için kütle yer çekimi ivmesinin etkisindedir. Ayda olsaydık bu kütlenin yarattığı kuvvet çok daha az olurdu.) F= 1(Kg)* 9.8 (m/sn2)= 9.8 (Kg-m/sn2) F= 9.8 N Bazı okullarda kuvvet birimi olarak hala “Kilogram Kuvvet” (Kgf ) kullanan hocalar bulunmaktadır, bu da zihinleri fazlası ile karıştırmaktadır. Yukarıdaki problemi (Kgf ) cinsinden bulmak isteseydik sonuç F=1(Kgf ) olurdu. Ancak bu birim bence sadece pazardan domates alınırken kullanılmalıdır. Kilogram kuvvete karşılık gelen KiloPond (kp) ise Alman teknik literatüründe geçer ve bu nedenle bu birimi daha çok Alman ekolünden gelen teknik adamlar kullanır Kuvvet bahsini kapatmadan önce belirtilmesi gereken diğer önemli husus kuvvetin vektörel bir değer olduğudur. Yani kuvvetin büyüklüğü yanı sıra birde yönü vardır. Bunun anlamı, bir cisim ancak ivmelendiği yönde bir kuvvet uygulayabilir. Bir Kg lık bir cisim üstünde bulunduğu masaya 9.8 Newtonluk kuvvet uygular ama masa üzerinde kendisine bitişik duran başka bir cisme kütlesi ne kadar büyük olursa olsun kuvvet uygulayamaz. Yanında bitişik cisme kuvvet uygulayabilmesi için o cisime doğru ivmelenmesi gerekmektedir. (Aslında yanyana bile dursalar kütleler birbirini kütlelerinin büyüklüğü ile doğru, aralarındaki uzaklığın karesi ile ters orantılı olarak çekerler. Ancak bu çekim gücü dünyanın çekim gücüne oranla çok küçük kaldığından ihmal edilebilir seviyededir. Bu konu fiziğin alanına girdiğinden burada ele alınmayacaktır.) İŞ W = F (N) * L (m)= F*L (N-m) Bu formülde F= Kuvvet (N), L= Yol (m), W= İş(N-m). Yapılan işin ısı ürettiğini veya tersine ısı nın iş üretebildiğini keşfeden İngiliz bilim adamı Joule nin anısına bu birim için (N-m) yerine (Joule) denilmiştir. Böylece iş birimi olarak W= İş(J) kullanılmaktadır. GÜÇ P= W (J) / T (sn) = W/T (J/sn) olur Bu formülde W= İş(J), T= Zaman(sn), P= Güç(J/sn) Eğer gücü kuvvet cinsinden formüle edecek olursak Güç= Kuvvet*Hız P=F(N)*V(m/sn) P=F*V(N-m/sn)=> yine P=F*V(J/sn) olur Daha önceki tanımlarda olduğu gibi bu tanımda da buhar makinasının mucidi olan James Watt adına izafeten güç birimi olarak (J/sn) yerine (Watt) denilmiştir. Böylece güç birimi olarak P= Güç(W) kullanılmaktadır. ENERJİ Enerjinin tanımında genellikle güç olarak 1000 Watt yani 1 Kilowatt, Zaman olarak ise 3600 sn yani 1 saat kullanılır. Evlerde kullandığımız elektrik enerjisi miktarı KW-Saat cinsinden hesaplanırken bir ülkede kullanılan büyük enerji miktarları söz konusu olduğunda Enerji biriminde güç olarak MegaWatt veya GigaWatt kullanılır. Birimleri formülde yerine koyarsak E= Ῥ(Kw)* Ƭ (saat)= Ῥ* Ƭ (Kw-Saat) Bu formülde Ῥ= Kilowatt biriminde güç (KW), Ƭ= Saat biriminden zaman (Saat) İşi zamana bölerek gücü elde etmiştik, elde edilen gücü ise tekrar zaman ile çarparak enerjiyi elde ettik. Yani birim olarak enerji ve iş birbirlerine özdeştir. Burada dikkatinizi çekmek istediğim husus ne kadar enerji harcarsanız o kadar iş yapmış olursunuz (elbette 100% verimle çalışırsanız !) Isı hesaplarında ise enerji birimi olarak daha çok kalori kullanılır. Kalori anlaşılması en kolay enerji birimi olup 1 gram suyun sıcaklığını 1 ºC arttırmak için harcanması gereken enerji miktarı olararak tarif edilir. BASINÇ BASINÇ p=F(N) / A(m2)= F / A (N/m2) Bu formülde F= Kuvvet (N), A= Alan (m2), p= Basınç (N / m2 ) Bu tanımın birimine de hidrolik kaldırma prensiplerini açıklayan Pascal ın anısına basınç birimi olarak N/m2 yerine Pascal (Pa) denilmiştir. Böylece Pascal(pa) SI birim sisteminde temel basınç birimi olmasına karşın pratikte atmosfer basıncının ancak 100,000 de 1 i olmasından ötürü gazlar ve sıvılar için basınç birimi olarak 100,000 pascal= 1 bar olarak kullanılmaktadır. (bar köken olarak eski yunancada ağırlık demek olan baros dan kısaltılmıştır). Basınç birimi için özellikle pompalar söz konusu olduğunda "basma yüksekliği" (head) Metre kullanılmaktadır. Bir uzunluk ölçüsünün basınç birimi olarak kullanılması tuhaf görünebilir. Ancak burada metreden kasıt o kadar yükseklikte su sütununun tabanda yarattığı basınçtır. Örneğin : 10 metre su sütunu (mSS) yaklaşık 1 bar basınca denk gelir. Böylece p=Basınç(N/m2)= 1(Pa)=1X10-5 bar SICAKLIK Not: Kelvin sıcaklık biriminde derece sembolü (0) kullanılmaz Birim aralık olarak (K) = (0C) dir. Ancak başlama noktaları farklı olduğundan herhangi bir sıcaklığı Celcius dan Kelvin'e çevirmek gerektiğinde 273.15 ilave etmek gerkmektedir. ÖZET OLARAK TEMEL BİRİMLER 1Kgf= 9.81 N 1 kp= 1Kgf (kp=kilopond) 1 kp=9.81 N 1 Joule = 1 N-m = 1W-Sn 1 Kw-Saat= 3.6*106 Joule 1 Kcal=1.16X10-3 Kw-saat = 3.97 BTU 1(bar)= 100(Kpa)= 1.019(Kgf /cm2)= 0.986 Atmosfer basıncı (atm)=10.2 Metre su sütunu (mSS) Elbette SI birim sisteminde çok daha fazla birim bulunmaktadır. Ancak bu birimlerin hemen hepsi bu temel birimler kullanılarak elde edilmişlerdir. ÖNEMLİ BİRİM ÇEVRİMLERİ 1 KW= 1.341 HP 1Kgf = 2.2046 Lbf 1Kgf /cm2= 14.22 psi 1bar = 14.5 psi 1 bar = 10.2 metre su sütunu (mSS) 1 Metre= 3,28 feet 1 Dönüm= 1 Dekar= 1,000 m2 1 feet= 12 inch (parmak)= 12" 1 inch=25.4 mm 0C = 0.555*( 0F-32) 2ΠRadyan=3600= 400 Grad İhtiyacınız olabilecek tüm birim çevrimleri için www.onlineconversion.com sitesini kullanabilirsiniz. |
| ANA SAYFAYA GERİ DÖN |
0 Yorum - Yorum Yaz
POMPALAR
KİNETİK POMPALAREğer yüksek debilerde sıvı pompalanacak ise mutlaka kinetik pompalar kullanılır. Bu pompalar PDP pompalardan kapasitelerine göre hacimsel olarak çok daha küçük, basit ve ucuzdurlar. Bu sebebten sanayide en yaygın kullanılan pompa tipi kinetik pompalardır. Bu pompaların çalışma sınırları, kapasite olarak 10 Ton/saniye kadar çıkmakta, 200 bar basınç üretebilmektedirler. Bu pompalar kullandıkları rotor tipine göre kendi aralarında üçe ayrılırlar. RADYAL (SANTRİFÜJ) POMPALAR | 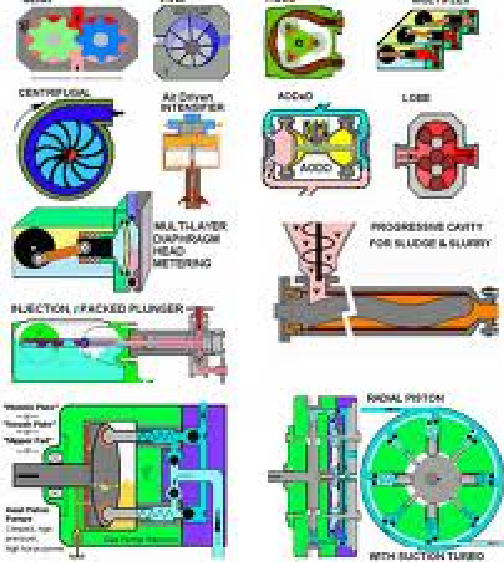
NPSHa= Pa-HE-Fl-Vp ŞEKİL 7
| ||||
RADYAL (SANTRİFÜJ) POMPA PERFORMANS PARAMETRELERİRadyal pompa (santrifüj pompa) performans parametreleri 6 adettir. Bunlar; 1. KAPASİTE (Q) : Bir pompanın kapasitesi birim zamanda pompalayabileceği sıvı miktarıdır. SI birimde kapasite birimi (M3/Saat) veya (litre/dak) olarak alınır.2. TOPLAM EMME-BASMA YÜKSEKLİĞİ (HT) : Birim ağırlıktaki sıvıya pompa kanatlarının emme ve basma noktaları arasında aktardığı enerji olarak tarif edilebilir. Yabancı literatürde bu değere HEAD denir. Bu değer SI birimde metre (birim metre su sütununun yarattığı basınç) veya (bar) olarak alınır. Pompanın tahrik gücünün belirlenebilmesi için kapasitenin yanı sıra toplam basma yüksekliğinin bilinmesi gerekir. Toplam emme-basma yüksekliği (HT) aşağıdaki formülden elde edilir. HT = HS + HD+ HP+HL+ HV Bu formülde: Bu değerin iki bileşeni vardır. Bunlar; HS= HB+ HE (Bkz. Şekil B) Eğer kaynak yüksekliği pompa ekseninden yukarıda ise toplam statik emme basma yüksekliği HP: Bu değer daha çok sulama sistemlerinde yağmurlama fıskiyelerin tekerlekli bir araba üzerinde HL : Statik emme-basma yüksekliğinin yanı sıra toplam emme-basma yüksekliğinde etkin olan ikinci en Sürtünme kayıplarına etki eden en önemli faktör sıvının boru içindeki hızıdır. Sürtünme kayıpları hızın karesi ile doğru orantılı olarak ortar. Enerji tasarrufu açısından kayıpların en aza indirilmesi için sıvı hızının düşük tutulması gerekir. Bu nedenle boru çapları, sıvıların boru içindeki hızının 1.5 (m/sn) den büyük olmamasını sağlayacak ölçüde büyük seçilmelidir. Sürtünme kayıplarını etkileyen diğer faktörler borunun iç yüzey pürüzlülüğü (Bkz TABLO 1.) ve zaman içinde boru iç yüzeyinde oluşan korozyon ile sıvının taşıdığı kirliliklerin birikmesidir. HV: Hız faktörü sıvının boru içindeki hareketini sağlayacak kinetik enerjinin dikkate alınmasını sağlayan Sıvının boru içindeki hızının büyük olması sürtünme kayıplarını arttırmasının yanı sıra boru içindeki çekiçlemelere SİSTEM EĞRİSİ Sistem eğrisi emme basma yüksekliği (H) parametrelerinden elde edilir. Bu parametrelerden Statik emme-basma yüksekliği HS sabit olup diğerleri kapasiteye göre değişir. | |||||
5. NET POZİTİF EMME BASINCI (NPSH) :Bu parametre sıvının emilmesi sırasında çark girişinde kavitasyon olmaması için gerekli enerji miktarıdır. Eğer pompa sıvı içinde ise veya emiş tarafında pozitif basınç varsa (Bkz Şekil A) sorun yoktur. Bu nedenle santrifüj pompalarda borulama pompa girişinde pozitif basınç uygulayacak şekilde dizayn edilir. Eğer emiş borusu tamamen boş ise kavitasyonu önlemek için çoğu zaman pompa çalıştırılmadan önce emiş borusu su ile doldurulur. Hesaplanan NPSHa değeri pompanın grafik olarak sağlanmış olan NPSHr değerinden(Bkz. Şekil.4) büyük olmalıdır ki çark girişinde kavitasyon olmasın | |||||
6. NOMİNAL ÖZGÜL HIZ (NS) : Bu parametre kinetik pompalar arasından hangi tip pompanın seçilmesi gerektiğini belirlemek için pompanın debi(Q), basma yüksekliği (H)ve rotor devri (N) ne bağlı olarak hesaplanır. | |||||
| |||||
POMPA KARAKTERİSTİK EĞRİLERİ Satın alınacak pompanın kapasite, basma yüksekliği gibi işletme koşullarına uygun olup olmadığı pompanın karakteristik eğrileri ile anlaşılmaktadır. Pompaların 4 adet karakteristik eğrisi vardır. Bunlar; 1. KAPASİTE- BASMA YÜKSEKLİĞİ EĞRİSİ Şekil 1.de tipik bir kapasite- basma yüksekliği eğrisi gösterilmektedir. Genellikle kapasite arttıkça pampanın basma yüksekliği azalmaktadır. Sıfır kapasitede maksimum güç harcanmaktadır. Bu güce kapalı durum basıncı (vanalar kapalı iken oluşan basınç) “shut-off head” denilmektedir. Şekil 2.de tipik bir kapasite-verim eğrisi gösterilmektedir. Pompanın maksimum verim noktası maksimum kapasite noktasından daha gerilerdedir. (Maksimum verim noktasından sonra vanaları açarak kapasite arttırılırsa verim düşmeye başlar) Şekil 3.de tipik bir kapasite-güç eğrisi gösterilmektedir. Bu eğri “kapasite- basma yüksekliği” eğrisi ile “kapasite-verim” eğrisinin bir fonksiyonu olarak ortaya çıkar. Eğriye dikkat ederseniz sıfır kapasitede (vana tamamen kapalı iken) bile pompa enerji kullanmaya devam etmektedir. Bu enerji “Shut off head” için kullanılan enerjiye eşittir. 4. KAPASİTE –NET POZİTİF EMME BASINCI EĞRİSİ Pompanın NPSHr değeri yapılan deneysel ölçümlerle elde edilmekte ve pompa üreticisi tarafından grafik olarak tüketiciye sağlanmaktadır. Şekil 4 de tipik bir kapasite-NPSHr eğrisi gösterilmektedir. Genel olarak kapasite arttıkca NPSHr değeri artmaktadır. SANTRİFÜJ POMPALARIN ÇALIŞMA NOKTASI Santrifüj pompaların pozitif deplasmanlı pompalardan (PDP) en büyük farkı, bu pompalarda çıkış tarafındaki vana tamamen kapatılsa bile pompa çalışmaya, basınç üretmeye devam edebilmektedir. Bu pompaların verimli çalışabileceği sadece bir nokta bulunmakta ve bu nokta Şekil 1 de verilen kapasite eğrisi ile Şekil C de verilen sistem eğrisi yardımı ile tespit edilmektedir (Bkz. Şekil 5). Seçilen bir pompanın olması gereken noktadan farklı bir noktada çalıştırılması şaft üzerinde radyal yükler oluşturarak pompanın gürültlü, titreşimli, fazla enerji harcayarak verimsiz çalışmasına neden olur. Bu nedenle pompa üreticileri pompa satarken tüketiciye yukarıda sözü edilen grafiklerden oluşan seçim abaklarını vermek zorundadır. Pompa üreticisi firmalar üretmiş oldukları pompaların kapasite ve basma yüksekliğine göre seçilebilmelerine olanak sağlamak için tüketiciye seçim abakları verirler (Bkz şekil 6). Bu abaklar farklı pompa devirleri için ayrı ayrı sağlanırlar. | |||||
POMPALARDA DEVİR SEÇİMİ Daha önce bahsedildiği üzere santrifuj pompaların pozitif deplasmanlı pompalardan (PDP) en büyük farkı, bu pompalarda çıkış tarafındaki vana kapatılsa veya açılsa bile pompa basınç ve kapasite üretmeye devam eder ancak pompanın çalışma noktası sistem eğrisi üzerinde Şekil 7 de göründüğü gibi A noktasından B noktasına kaymış olur.Eğer işletme şartlarındaki değişiklikten ötürü pompa kapasitesinin geçici olarak değiştirilmesi gerekiyorsa bunu çıkış vanasını açarak veya kapayarak sağlayabilirsiniz. Ancak yapılan değişiklik kapasiteyi arttırma (vanayı açma) yönünde ise basma yüksekliği azalacağından pompa, sistemde ihtiyaç duyulan basıncı üretemeyebilir. Vana kısmen kapatılarak kapasitenin azatılması gerekirse, ihtiyaçtan daha fazla basınç üretilecek ve pompa yatakları, şaftı ve çarkı üzerinde eksenel yükler oluşarak, vibrasyona neden olacak ve bu elemanlar kısa zamanda deformasyona uğrayacağı gibi daha fazla enerji harcanmasına yol açacaktır. Eldeki pompanın farklı kapasitede uzun müddet çalıştırılması gerekecek ise bu işi vana maniplasyonu ile değil pompa devrini değiştirerek yapmak daha doğru bir yaklaşımdır. Aynı pompa , aynı sistem üzerinde yani aynı borulama, direnç kayıpları ve vana konumunda fakat farklı devirlerde çalışacak ise Şekil 8 de görüldüğü gibi farklı basınç ve kapasite üretir. Pompa veya sistem parametrelerinde yapılacak değişikliklerin doğuracağı sonuçlar için”Fan seçimi” kısmında bahsedilen FAN KANUNLARI santrifuj pompalar içinde geçerlidir. Fan kanunlarından ikisi ise aşağıdaki gibidir. Yukarıda verilen K1 ve K2 kuraları sistem dirençleri ve aktarılacak sıvı yoğunluğunun aynı kaldığı koşullar için geçerlidir. K1 kurallına göre kapasiteyi değiştirmek için devri değiştirmek yeterlidir. Kapasite ile birlikte pompa devrinin değişmiş olması K2 ye göre harcanacak güç miktarınında devir oranının küpü mertebesinde değiştirmektedir. Yani pompa kapasitesini 10% oranında azaltmak isterseniz devri 10% mertebesinde düşürmelisiniz. Böylece harcanacak güç 0.93 = 0.73 oranına iner (27% daha az güç harcanır). Pompa veriminin sabit kaldığını kabul edersek harcanan güç kapasite ile basıncın çarpımına eşittir (Bkz Formül F1). Şekil 9 da gösterilen grafik üzerinden bu durumu izah edecek olursak; Pompa A noktasında çalışırken harcayacağı enerji O-H1-A-Q1 noktalarından oluşan karenin alanı mertebesinde iken, Pompa N2 devrine düştüğü zaman O-H3-C-Q2 alanı mertebesinde enerji harcar. Bu alan 10% daha düşük kapasite için 10% kapasite azaltma işini vana kısarak yapsaydık (Bkz. şekil 10) kullanılacak enerji O-H2-B-Q2 alanı kadar olurdu. Eğer devir düşürülerek Q2 kapasitesi sağlanacak olsaydı O-H3-C-Q2 alanı kadar enerji harcanırdı. Bu durumda aynı kapasite için (Q2) Şekil 10 da gösterilen taralı H3-H2-B-C alanı kadar, yani gerekenden 27% daha fazla enerji harcanır, bu fazladan enerji ise şaft ve yataklar üzerinde ekstra yüklere, vibrasyona (gürültü) ve çarkın daha hızlı aşınmasına sebeb olurdu. Şekil 11 de anlatma kolaylığı açısından farklı pompa karakteristik eğrileri gösterilmiştir ancak ekonomik kullanım açısından pompaların birbirinin aynı büyüklükte kullanılması önemlidir. Paralel bağlı pompaların boru bağlantı şekilleri Şekil 12 de verilmiştir. Pompalarda giriş boru çapları her zaman çıkış borularından daha büyük seçilir. ŞEKİL 13 ŞEKİL 14 | |||||
| SANTRİFÜJ (RADYAL) POMPALARDA TİP SEÇİMİ Santrifüj pompalarda sıvı pompaya eksenel olarak merkezden girer ve santrifüj kuvvetin etkisinde ivmelenerek çevreden teğet olarak çıkar. Bu pompalara sıvının pompa içindeki akış şeklinden ötürü “Radyal pompa” da denir. Sıvının pompadan çıkış hızı pompa devri ve fan çapı ile orantılı olarak değişir. Santrifüj pompalar ile birlikte çalışan üç tip pompa çarkı vardır. Bunlar;
İçinde tıkanmaya neden olabilecek katı parçacıkların bulunduğu sıvıların pompalanmasında açık çarklar kullanılır. Bu tip çarkların en büyük dezavantajı zayıf yapılarından ötürü hızlı aşınmalarıdır. Açık çarklar daha çok küçük, ucuz pompalarda kullanılır. |  RADYAL POMPA (sANTRİFUJ POMPA) | ||||
EMİŞ AĞIZLARINA GÖRE POMPALAR Sanrifüj pompalar emiş ağzı sayısına göre tek ve çift emişli olarak İkiye ayrılırlar. Ayrıca emiş ağzının pozisyonuna göre merkezden, yandan, dipten ve üstten emişli olmak üzere 4 çeşittir. Santrifuj pompaların 75% si merkezden emişli olanlardır. Aşağıda emiş tiplerine göre pompalar için örnekler görülmektedir. | |||||
| |||||
KADEMELİ POMPALAR
| .jpg) | ||||
MONTAJ TİPİNE GÖRE POMPALAR Santrifüj pompalar montaj, demontaj durumuna görede ikiye ayrılır. Bunlardan en fazla rastlanan tip radyal olarak sökülerek çarkı değiştirilebilir olanlardır. Montaj, demontaj durumuna göre bir diğer pompa tipi yatay sökülebilir pompalar olup, bu tip pompalarda çarkı değiştirmek veya diğer tamiratlar için boru tesisatının sökülmesine gerek bulunmamaktadır. |
| ||||
SALYANGOZ Santrifüj pompalarda çarkın içinde döndüğü yuva (volute) merkez etrafında ve dönüş yönü istikametinde gittikçe artan bir hacme sahip olduğu için ülkemizde salyangoz olarak adlandırılır. Bu yuva, çark kanatlarından çıkan sıvıyı toplayarak sıvıdaki hızı basınca dönüştürmektedir. Yan tarafta salyangoz kesiti ve bir pompa salyangozu görülmektedir. Santrifüj pompalarda salyangoz şeklindeki çark yuvası (Volute) sebebi ile dönüş yönünün belirlenmesi son derecede önemlidir. Ükemizde pompa dönüş yönü genellikle sağ dönüşlü veya sol dönüşlü olarak tanımlanmaktadır. Evet ama sağ dönüş nedir sol dönüş nedir? Bu tarif son derecede yetersiz olup bir çok anlaşmazlıklara neden olmaktadır. Dönüş yönü konusunda en net tarif şudur. Tahrik motorunun bulunduğu tarafdan pompaya bakıldığında çark saat yönünde dönüyorsa bu pompa sağ dönüşlü, tersine olanlar ise sol dönüşlü pompalardır. 1.2 EKSENEL AKIŞLI POMPALAR Kapasitenin (Q) yüsek, basma yüksekliğinin (Head) düşük olduğu sistem taleplerine en uygun pompa tipi eksenel pompalardır. Bu pompalarda sıvı akışı şaft eksenine paralel olduğu için eksenel pompa adını almışlardır. Eksenel pompalarda emme yapılamaz. Sıvının kanatlardan aldığı çevresel dönüş hareketini engellemek için pompa çıkışlarına yönlendirici (diifuser) koyulur. Bu tip pompalar çoğu zaman gövdeleri su içine batık durumda kullanılırlar. | 
| ||||
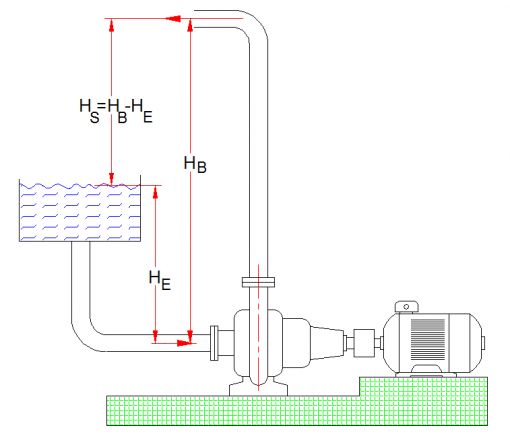
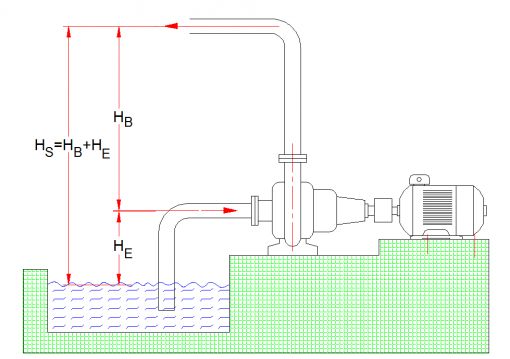
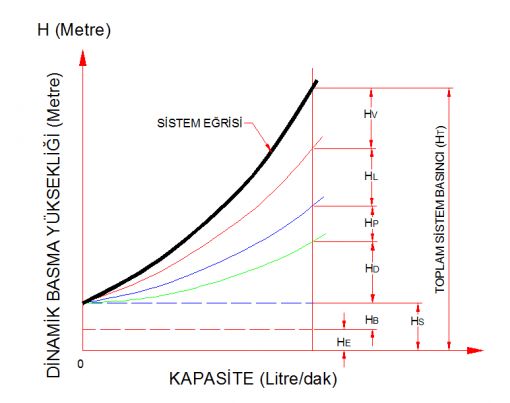

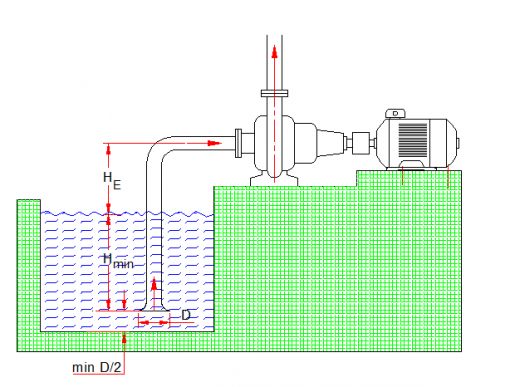
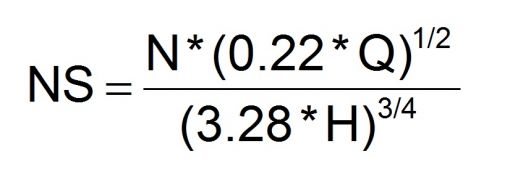
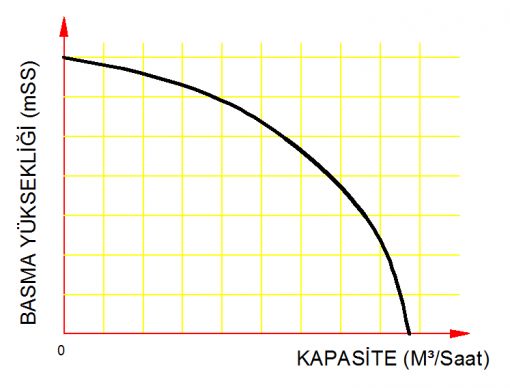
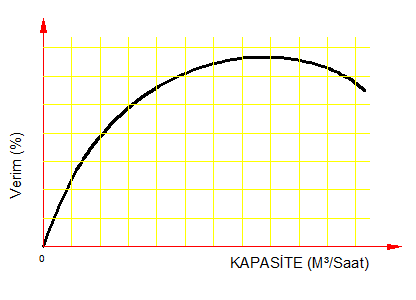
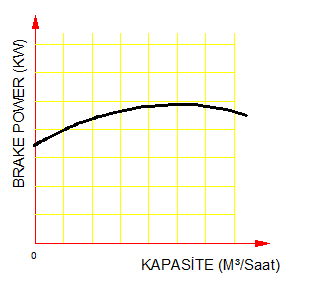
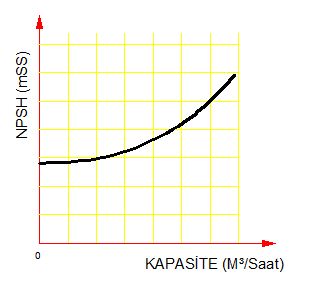
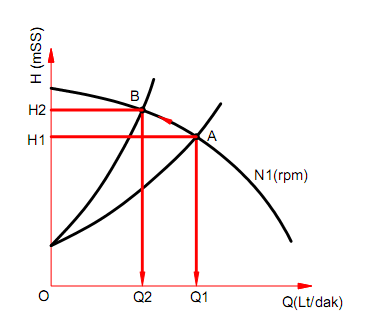
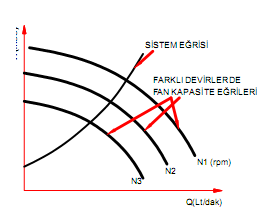
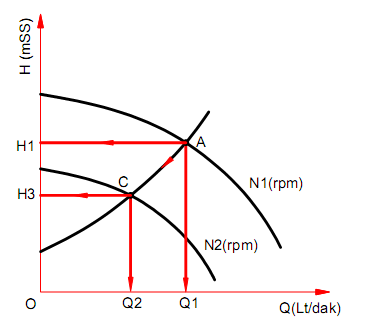
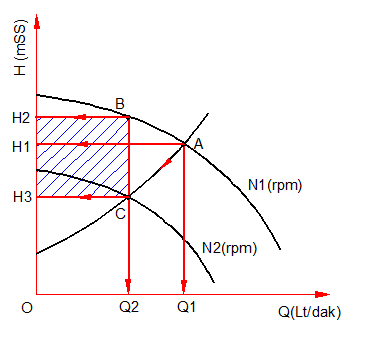

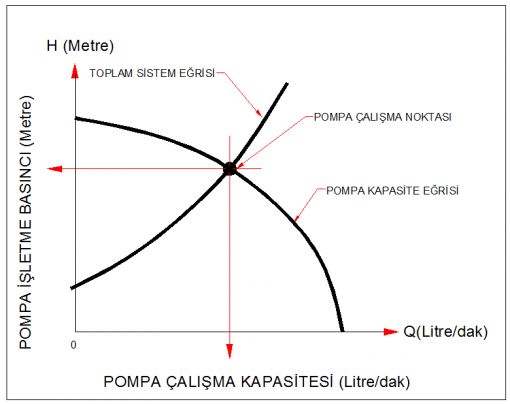
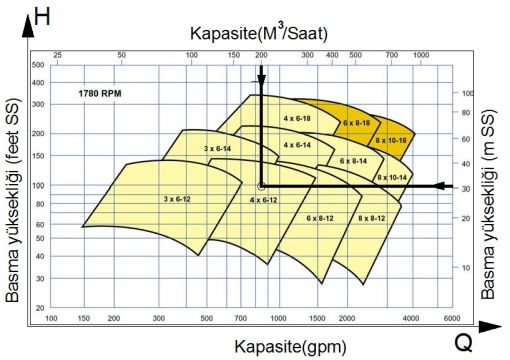

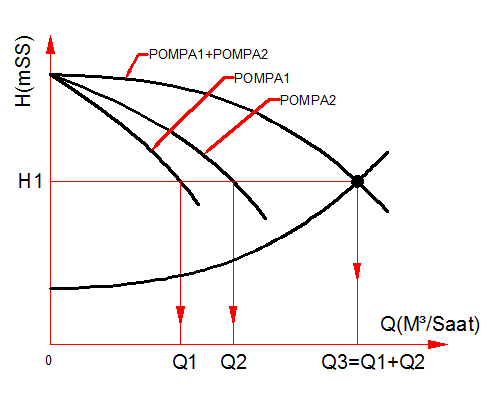
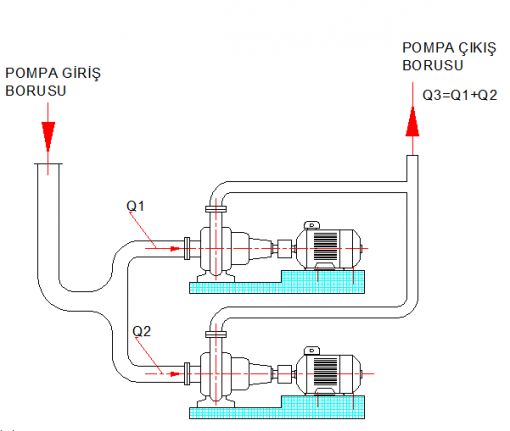
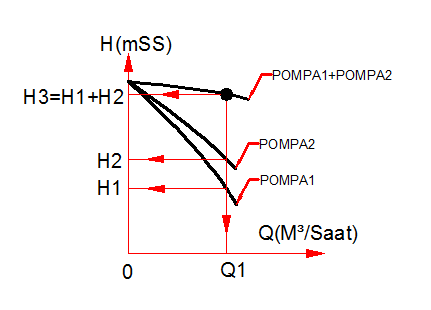
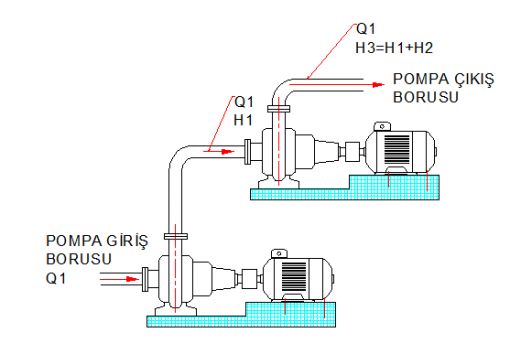
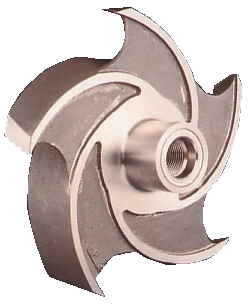
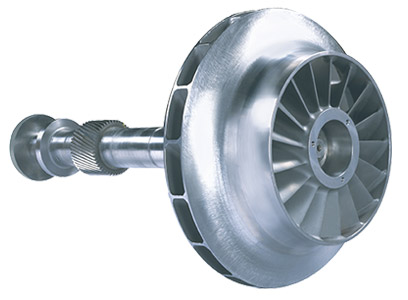
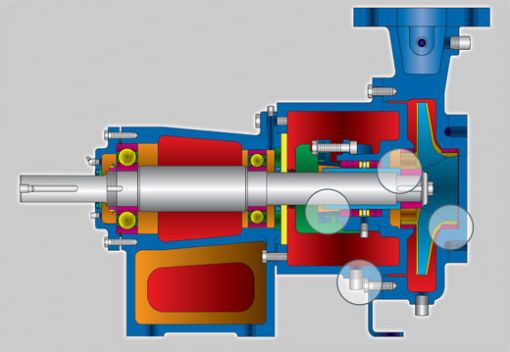
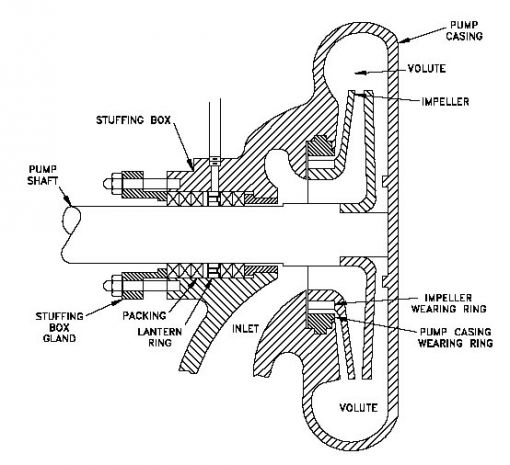



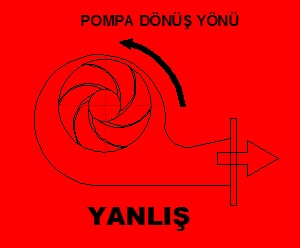
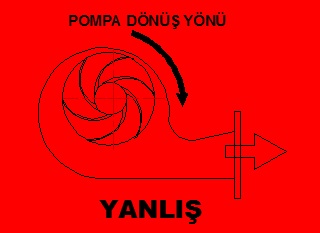

 | |||||
İnsanoğlunun mekanik konulardaki teknolojik gelişmesi tekerleğin bulunuşu ile başlar. Rulmanın temel prensibi sabit bir şaftın çevresinde dönen çevrenin şaft yüzeyi ile sürtünmesini minimize etme üzerine kurulmuştur. | |||||
Teorik olarak bir yüzeyde yuvarlanan bilya, teker vs. sonsuz sertlikte olsa, yani hiç esnemiyecek olsa yüzey ile dönen nesne arasında sıfır sürtünme olur (Bkz. Şekil 1). Ancak döner nesnenin yük altında belli bir miktar esneyerek dokunma yüzeyinde yassılaşması nedeni (Bkz. Şekil 2) ile hareket dönme ve kayma ile birlikte oluşur. Bu ise sürtünmeyi meydana getirir. Rulmanlar söz konusu bu sürtünmeyi azaltmak amacı ile geliştirilmişlerdir. Yukarıdaki sürtünmeden kastedilen bilya veya tekerleğin yuvarlanmak yerine yüzeyde kaydıkları durumda ortaya çıkan sürtünmedir. Normalde tekerleğin yuvarlanabilmesi için yere tutunmasını sağlayacak sürtünme şarttır ve eğer bu sürtünme olmazsa tekerlek yuvarlanmaz fakat olduğu yerde döner (patinaj yapar). Nitekim patinajı önlemek için rulmanlarda minimum bir yük olması gerekir. Bu yük özellikle yüksek devirlerde, yüksek ivmelenmelerde veya yükün etki yönündeki ani değişme durumlarında daha fazla önem kazanır. | 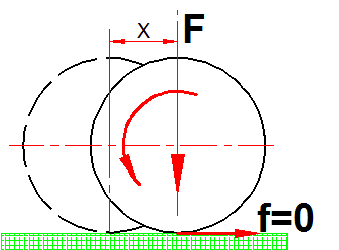 ŞEKİL 1 |
| |||
Rulman seçimi konusunda genel bir kural bulunmamaktadır. Her uygulamanın kendine özel şartlarının gerektirdiği rulman tipi vardır. Bu şartlar aşağıdaki gibi sıralanabilir.
|  |  | |||
EŞ DEĞER DİNAMİK YÜK (P) Radyal ve eksenel yüklerin oluşturduğu bileşke kuvvet rulman ömrünü belirleyen ana etkendir. Bileşke kuvvete rulman literatüründe “Eş değer dinamik yük (P) denilmektedir ve formülü P(N)= Fr *cos β+ Fa * sinβ dir (Bkz. şekil 3) sinβ ve cos β değerleri rulmanın tipine ve büyüklüğüne göre değişir ve bunlar rulman katalogunda X ve Y katsayıları olarak verilir. Böylece; P=X* Fr + Y* Fa olur. Eğer Fa belli bir büyüklüğün altında ise ikinci terim 0 kabul edilir ve formül P=X* Fr şekline döner. Fa değerinin dikate alınıp alınmayacağı ise yine katalogda verilmiş olan “e “ katsayısı ile belirlenir. Eğer Fa/Fr > e ise P=X* Fr + Y* Fa formülü kullanılır Eğer Fa/Fr < e ise P=X* Fr formülü kullanılır Burada Fr : Radyal yük (N) |
ŞEKİL 3 | ||||
| Belirlenen Eş değer dinamik yük (P) rulmanın ömrünün hesaplanmasında kullanılan ana parametredir. (Rulman ömrünün belirlenmesi için Bkz. bölüm.4). | |||||
L10= (C/P)p L10 : Milyon devir cinsinden rulman ömrü EŞ DEĞER STATİK YÜK (P0) Ömür hesabında kullanılan “dinamik yük sayısı (C ) “ katalogda ilgili rulmanın tablosundan alınır. Tablolarda C nin yanında birde “statik yük sayısı (C0) verilir. Statik yük sayısı (C0) rulman devir sayısının çok düşük olduğu, yavaş salınım hareketlerinde bulunduğu, hareketsiz iken yük altında olduğu durumlarda ve en önemlisi şok darbelerine maruz kalacağı durumlarda dikkate alınır. Bu durumlarda rulman performansının belirlenmesinde yorulma (fatique) değil fakat statik yükün sebeb olduğu kalıcı deformasyon etkin olur. Bu deformasyon rulmanlarda gürültü, titreşim ve sürtünmenin artmasına sebeb olur.Rulmanın düşük performans sınırına gelmeden çalışmasını temin için hesaplamalarda statik eş değer yük P0 (N) aşağıdaki formülden hesaplanarak kullanılır. |
| ||||
P0= X0*Fr+Y0*Fa C0 = s0*P0 , s0= C0 / P0 C0 : statik yük sayısı ilgili rulman katalogundan alınır s0 : statik emniyet faktörü(Bkz. şekil 4) X0 , Y0 Rulman katalogunun ilgili sayfalarında verilir. Statik yük sayısı C0, Eş değer statik yük P0 oranının ne kadar olması gerektiği s0 statik emniyet faktörü tablosunda (Bkz şekil 4.) verilmiştir. (Bu oran şok yükler yoksa bilyalı rulmanlarda birden küçüktür.) Eğer hesaplanan S0 değeri tablodan bulunan S0 değerinden küçük ise daha büyük C0 değerine sahip rulman seçilmelidir.
|
| ||||
| RULMAN DEVRİNİN UYGUNLUĞUNU KONTROL Rulmanın hız kapasitesinde etkin olan faktörler şunlardır.
Rulmanlarda bir hız limiti vardır. Bu limiti kullanılan yağ ve rulmanın malzemesinin dayanabileceği sıcaklık belirler. Sıcaklığı ise rulmandaki sürtünmeler ve rulmanın çevre ile yaptığı ısı alışverişi oluşturur. Rulman katalog sayfalarında rulman için iki hız verilir. Bunlar;
1.REFERANS HIZ (TERMAL HIZ) Referans hız rulman katalogunda verilir ve bu değerin kabul edilebilir hızdan fazla olması aranır. nr : Katalogda ilgili rulman için verilen referans hız fp :P/C0 oranı ve ortalama çapa (dm) göre değişen katsayı (Bkz Diyagram 1) fv : P/C0 oranı ve kullanılan yağın viskositesine göre değişen katsayı (Bkz Diyagram 1) |
DİYAGRAM 1 | ||||
TABLO 5
ŞEKİL 5 | |||||
| Örnek: İşletme şartları: Rulman devri N= 6000 rpm Seçilmiş rulman SKF 6210 (Bkz Sekil 5) f0 *Fa/C0 = 14*1000/23200 = 0.6 Fa/Fr = 1000/5600= 0.178 < e= 0.25 “Diyagram 1” i kullanabilmek için P/C0= 5600/23200 =0.24 dm= (d+D) /2 = (50+90)/2= 70mm Bkz diyagram 1 => fp=0.63, fv=0.85 | |||||
nper=nr*fp*fv Rulmanın maksimum işletme devir sayısının her zaman için kabul edilebilir hız (nper) dan daha düşük olması gerekir. Rulman devrinin referans hızdan fazla olması rulman boşluğunu azaltarak bilya oyuklarında hasara sebeb olur. Diğer bir husus ise rulman devrinin referans hızdan fazla olması iç bilezik ile dış bilezik sıcaklıkları arasındaki farkın artmasına neden olarak rulmanda termal gerilim yaratır. (Not: Dış bilezik sıcaklığı her zaman için iç bilezik sıcaklığından fazladır çünkü bilya veya makaranın dış bileziğe temas noktasındaki çevresel hızı iç bileziğe temas noktasındaki çevresel hızdan daha fazladır.) | 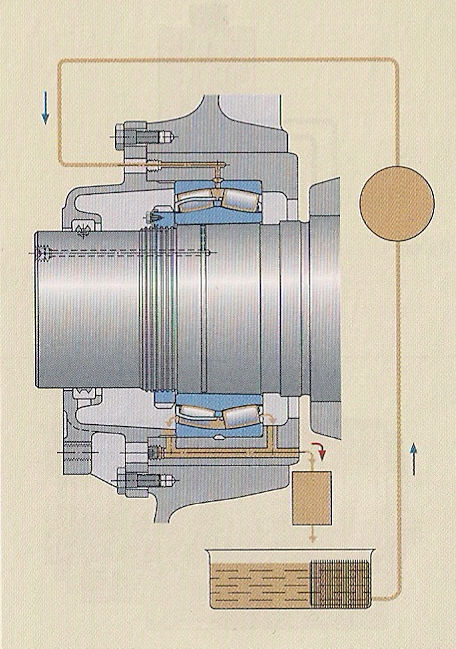 ŞEKİL 6 | ||||
Rulmanın referans hızın üstünde çalıştırılabilmesi ancak aşağıdaki şartlar altında mümkündür. Bunlar;
| |||||
2. LİMİT HIZ Normalde referans hız limit hızdan daha düşüktür. Bu durumda yukarıda örneği verilen hesap yöntemi ile hızın uygunluğu kontrol edilir. Ancak bazı rulmanlarda katalogda verilen limit hız referans hızdan düşüktür. Bu durmda yine yukarıda belirtilen yöntem ile kabul edilebilir maksimum hız (nper) hesaplanır ve limit hızla kıyaslanır. Hangisi daha düşük ise o değer işletmede kullanılabilecek maksimum hız olarak kabul edilir. | |||||
RULMAN TİPLERİ Genel olarak iki tip rulman vardır. Bunlar;
1. BİLYALI RULMANLAR Bilyalı rulman özellikleri ve kullanıllabilecekleri uygulama alanları için ilgili grup adını tıklayınız 1.1 Bilyalı rulmanlar (Deep Groove ball bearings) |
|
| |||
Makaralı rulmanların özellikleri ve kullanılabilecekleri uygulama alanları için ilgili grup adını tıklayınız. |  | ||||
2.1 Silindir makaralı rulmanlar (Cylindirical roller bearings) | |||||
3. RULMANLARDA NUMARALANDIRMA SİSTEMATİĞİ | |||||
| ISO tarafından standartlaştırılan boyut sistematiği basitçe şu şekilde gerçekleştirilmiştir.
| ||||
3.1 RULMAN İÇ ÇAPI GÖSTERİMİ Rulman iç çapı konusunda çok basit bir kural bulunmaktadır. Gösterimdeki son iki rakam en büyük 99 olabileceği için 5X99= 495mm den büyük iç çaplarda ise son rakamlar "/" işaretinden sonra direkt çap olarak yazılır. Örnek: 618/750 iç çapı 750 mm olan tek sıra bilyalı rulman. Bu kurallar tüm rulman tipleri için geçerlidir. | |||||
6 veya 16 ile başlıyorsa rulman tek sıra bilyalı rulmandır | |||||
3.3 RULMANLARIN ÖZEL ŞEKİLLERİNİN GÖSTERİMİ Rulman gösteriminin sonundaki alfabetik harfler şu anlama gelir. K : iç çapı konik rulman Z : Bir tarafi kapalı rulman 2Z : İki tarafi kapalı rulman N : Rulmanın bir tarafında sekman yuvası var NR : Rulmanın bir tarafında sekman yuvası ile birlikte sekmanı var M : Bilya veya makaralar bronz kafes içnde L : Bilya veya makaralar alaşımlı kafes içnde T : Bilya veya makaralar Sentetik reçine kafes içinde | |||||
3.4 RULMAN BOŞLUĞU Normalde rulmanlar boşluklu olarak üretilirler . Eğer bu boşluk bırakılmaz ise çalışma sırasında ısınma neticesinde ortaya çıkan termal genleşmeler ve rulman yuvasına dışarıdan giren partiküller nedeni ile rulman dönemez olur. Bahsedilen nedenlerden ötürü rulman kullanılmaya başlanmadan önceki boşluk, kullanılmaya başladıktan sonraki boşluktan daha fazladır. Rulman boşluğu yükün rulmanda eşit yayılmasını da etkileyen bir faktördür. | |||||
Rulmandaki boşluk seviyesi direkt olarak aşağıdaki durumları etkiler. Bunlar
Rulmanda iki çeşit boşluk olur. Bunlar;
Bilyalı rulmanlarda radyal boşluk artınca buna bağlı olarak eksenel yöndeki boşluk da artar | 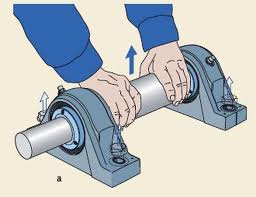 | ||||
| |||||
Normal boşluklu rulman siparişinde tedarikçiye ek bir bilgi verilmesi gerekmez. Ancak normalden daha fazla veya daha az boşluklu rulman ihtiyacı varsa bu rulmanın tip numarası ile birlikte tedarikçi firmaya boşluk miktarı bildirilmelidir. Siparişte boşluklar aşağıdaki şekilde belirtilirler; C1 : Sıkı rulmandan daha sıkı rulman C2 : Normal boşluklu rulmandan daha az boşluklu (sıkı) rulman CN : Normal boşluk ( Rulman spesifikasyonlarında belirtmeye gerek yoktur.) C3 : Normal boşluklu rulmandan daha fazla boşluklu (gevşek) rulman C4 : C3 boşluklu rulmandan daha fazla boşluklu (çok gevşek) rulman C5 : C4 boşluklu rulmandan daha fazla boşluklu ( çok, çok gevşek) rulman |  | ||||
Normalden farklı boşluklu rulmanlar hangi durumlarda talep edilir? C1, C2 boşluklu rulmanlar gürültü ve titreşimin çok az olması gereken durumlarda kullanılır. Ancak bu durumda rulman çok daha fazla ısınır. Bu nedenle düşük devirli rulmanlar için uygundurlar. C3,C4,C5 boşlukları yüksek devirli rulmanlarda ortaya çıkacak aşrı ısınmadan ötürü meydana gelecek termal genleşmeleri gidermek için değerlendirilirler. Aynı zamanda ortamın çok sıcak olduğu durumlarda, veya vibrasyonlu çalışma ortamlarında boşluklu rulmanlar kullanılır. |  | ||||
4. RULMAN ÖMRÜNÜN BELİRLENMESİ Dizayn edilen bir sistemde yük büyüklükleri nedeni ile bir şaft çapı ortaya çıkar ve o çapa uygun olarak bir rulman seçilir. Seçilen rulmanın ömrünü devir sayısı, çalışma şartları, kullanılan yağ, bilya boşlukları, eksenel ve radyal yükler belirler. Rulman ömrü yıl olarak değil toplam kaç milyon devir (L10) yapabileceği ile ölçülür. Rulman ömrü belirlenmiş rulman tipine göre farklı yöntemlerle hesaplanır. Bu yöntemlerin ne olduğu ilgili rulman katalog sayfalarında belirtilmektedir. Burada bir örnek ile ömür hesabının nasıl yapıldığını anlatmaya çalışalım. Bu örnekte SKF katalogunda verilen değerler referans olarak alınmıştır. Sitemden gelen yükler nedeni ile ortaya çıkmış şaft çapı d=40 mm olsun Radyal yük Fr= 7000 N |  | ||||
SKF 22208E |
ŞEKİL 5 | ||||
Oynak makaralı rulmanlarda kabul edilebilir eksenel yük Fap=3*B*d= 3*23*40 = 2760N Burada P: Eşdeğer dinamik yatak yükü olup ömür hesabının ana parametresidir.
|
ŞEKİL 6 | ||||
Devir cinsinden hesaplanan ömrü saate çevirmek mümkün. Ancak bu durumda gözardı edilmemesi gereken şey rulmanın sürekli aynı devir sayısında dönmesi ve dönmenin kesintisiz devam etmiş olması durumunda elde edilen sonucun doğru sonuç olabileceğidir. Rulman ömrünü saat cinsinden belirten parametre L10h olarak gösterilir. Güvenirlik katsayısını katalogdan 90% güvenirlik için alırsak (Bkz. Şekil 5) a1=1 kabul edebiliriz ( Güvenilirlik arttıkça katsayı azalmaktadır.) |
ŞEKİL 7 | ||||
aSKF için katalogda makaralı rulmanlar için verilen diyagramı kullanmamız gerekir. Bu diyagramı kullanabilmek için yatay eksendeki ɳc*( Pu/P) değerini ve K eğrilerinden hangisini kullanacağımıza karar vermemiz gerekmektedir. ɳc kullanılan yağın temizlik katsayısı olup çok temiz yağlar için ɳc=1 alınır. (Bkz. Şekil 6) K= ν / ν1 ν: seçilen yağın viskositesi olup ISO VG 46 için bu değer tablodan 46 mm2/ s olarak bulunur. ν1 : Rulmanın devir ve ortalama çap diyagramından bulunur. (Bkz. Şekil 7)
dm= 60 mm ve 3000 rpm de ν1= 12 olarak tespit edilir aSKF =20 olarak bulunur.
|
ŞEKİL 8 | ||||
Yukarıda vermiş olduğumuz ömür hesabını SKF sitesindeki hazır programdan alabilirsiniz. Ancak önce SKF sitesine üye olmanız gerekmektedir. | |||||
5. ŞAFT YATAK DİZAYNI (BEARING ARRANGEMENTS) Uygun rulman seçimi tasarımın tek başına başarılı sonuç vermesine yetmez. Seçilen rulmanların şaft üzerindeki dizilimi şaft ve rulman ömrü, tasarımın güvenirliği, montaj, demontaj ve bakım kolaylığı açısından son derecede önemlidir. Rulmanların şaft üzerinde dizilimi (Bearing arrangements), sızdırmazlık elemanlarının yerleşimi ve rulmanın şaft üzerine uygun geçme toleransları için örnek dizaynlar ŞAFT YATAK DİZAYNI sayfasında yer almıştır. | |||||
| ANA SAYFAYA GERİ DÖN | |||||
| 123456789012345678901234 | 123456789012345678901234 | 123456789012345678901234 | 123456789012345678901234 | ||
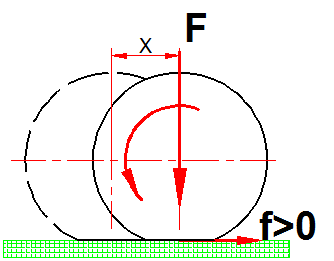
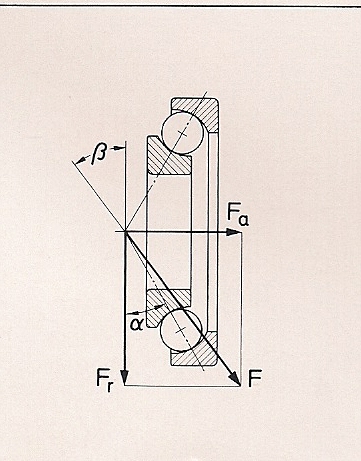
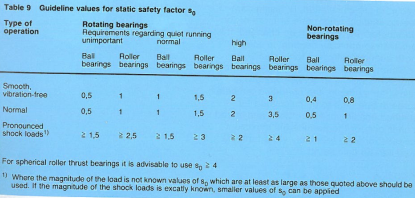
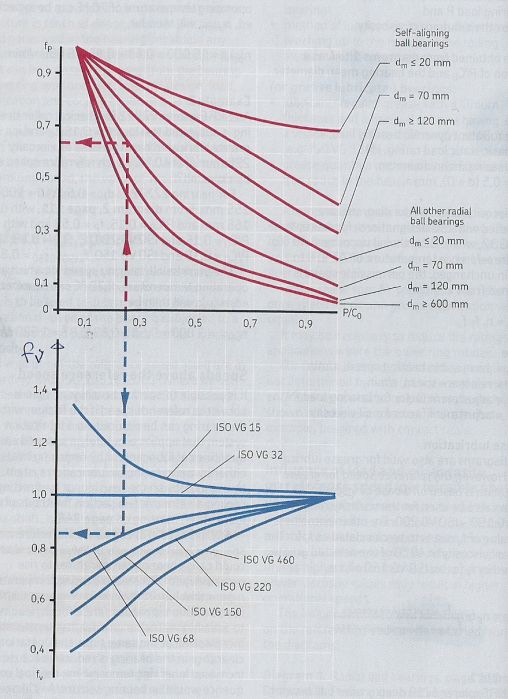
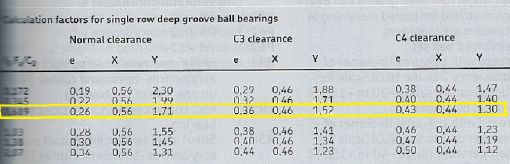
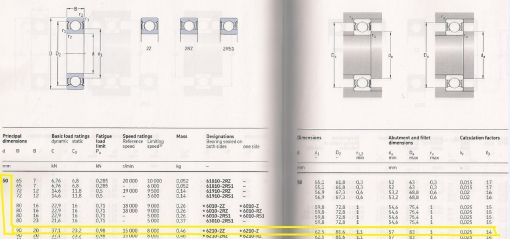

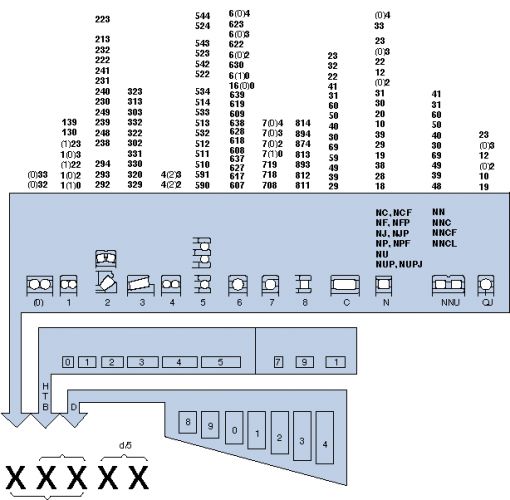
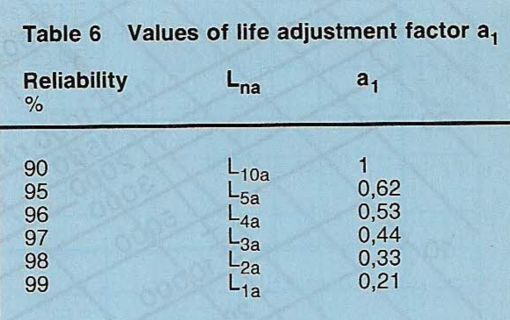
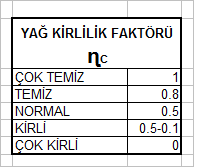
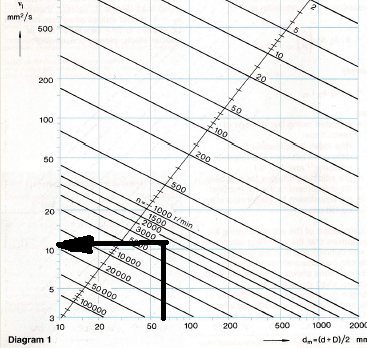
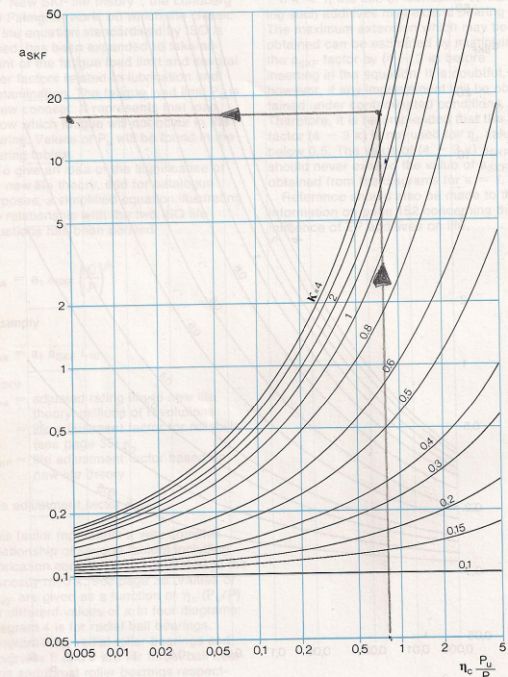
Fanlar pompalar gibi, fakat pompalardan farklı olarak sıvı yerine havanın veya gazın basınçlandırılarak aktarılmasını sağlayan ekipmanlardır. Fanlar endüstriyel işlemlerin gereği olan hava veya gaz emme ve basma fonksiyonlarının yanı sıra konutların, işyerlerinin ve özellikle toplu yaşam alanlarının havalandırılmasında, kullanılan en önemli ekipmanlardandır. Blower ve kompresörlerde fanlar gibi havanın basınçlandırılarak aktarılmasını sağlayan ekipmanlardır. fakat fanlar daha yüksek debiler de ancak daha düşük basınçlarda hava aktarabilirken blower ve kompresörler çok yüksek basınç değerlerine ulaşabilmektedirler. Fanlar havayı en fazla 300 milibar seviyesinde basınçlandırabilirken kompresör ve bloverlerde bu değer 10 bar a kadar yükselebilmektedir. Diğer önemli ayrım ise, fanlar havanın hem emilmesi hem basılması işlerinde kullanılabilirken blower ve kompresörler sadece basma işinde kullanılabilirler. Fanların kullandığı enerji esas olarak aşağıdaki iki unsurun toplamını yenmek için gerekmektedir.
Fanın yaptığı iş yukarıda belirtilen basınçlar için gereken toplam fark basınç ile aktardığı havanın hacminin çarpımına eşittir. Yani W= V*∆p Burada V= aktarılan havanın hacmı ∆p= Hs + Hv = toplam fark basınç Bu gün dünyada İki tip fan kullanılır. Bunlar;
EKSENEL FANLAR Eksenel fanlar hava akışının fan döner eksenine paralel olarak aktığı fanlardır. Bunlar ancak akışa karşı direncin çok küçük olduğu ortamlarda kullanılabilir.. Bu fanlar daha çok havayı dışarıdan alıp içeriye aktarma gibi ortam içi havalandırma işlerinde kullanılırlar.Havanın yönünü fan kanatlarının şekli ve dönüş istikameti belirler. Bu tip fanlarda hava motorun olduğu taraftan geçerek diğer tarafa aktarılır. RADYAL FANLAR Bu fanlarda da pompalardaki gibi döner bir çark ve o çarkın içinde bulunduğu helezonik bir yuva bulunmaktadır. Hava veya gaz eksene paralel olarak merkezden girer, basınçlandırılarak çark çevresine teğet olarak kanallara aktarılırlar. Bu fanlar daha çok endüstriyel tesislerdeki toz toplama sistemlerinde ve soğutma sistemlerinde kullanılan en temel ekipmanlarıdır. FAN KANUNLARI Fan kapasitesi (Q) ve fanın yarattığı fark basıncını (ΔP) belirleyen temel faktörler şunlardır; N: Fan devri P: Fanın yarattığı fark basınç HP: Fan Gücü D: Çark Dış Çapı T: Aktarılan gaz veya havanın sıcaklığı ρ: Aktarılan gaz veya havanın yoğunluğu Yukarıda belirtilen faktörlerde yapılan değişiklikler ile elde bulunan bir fanın performansını (Debi ve/veya çıkış basıncını) istenilen doğrultuda değiştirmek aşağıda belirtilen kurallar çerçevesinde mümkün olabilmektedir. Fanın sahip olduğu ilk performas veya faktör altindis olarak 1 ile, elde edilecek ikinci performas veya faktör ise altindis olarak 2 ile belirtilmiştir. (Q1, Q2 veya N1, N2 gibi).
|
RADYAL FAN |
EKSENEL FAN | |
BLOWER | |
HAVA KOMPRESÖRü | |
TİPİK BİR TOZ TOPLAMA TESİSİ |
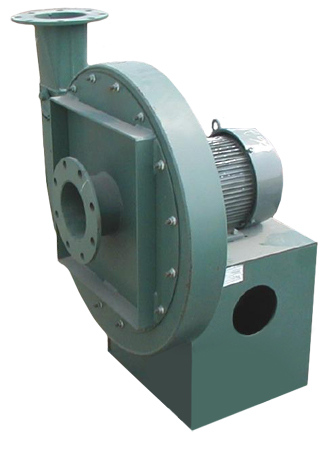




Fan çark büyüklüğü (D, B), Sistem dirençleri ve aktarılan ortam yoğunluğunun aynı kalması şartı ile | ||
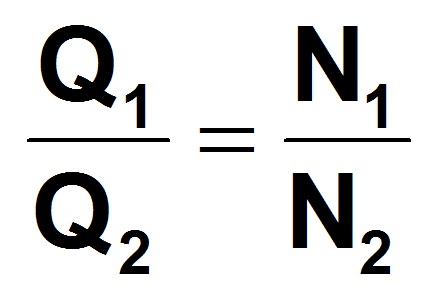 | 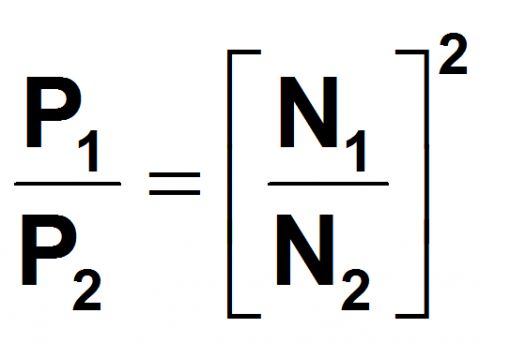 |  |
Debi (Q) devir sayısı ile doğru orantılı olarak değişir. | Basınç (P) devir oranının karesi ile doğru orantılı olarak değişir. | Güç (HP) devir oranının küpü ile doğru orantılı olarak değişir. |
| Fan çark büyüklüğü (D, B), Sistem dirençleri ve aktarılan ortam yoğunluğunun aynı kalması durumunda Fan basıncının (P) değiştirilmesi ile değişecek değerler | |
 |  |
| Debi (Q) ve devir sayısı , basınç oranlarının kare kökü ile doğru orantılı olarak değişir. | Güç (HP) basınç oranının küpünün kare kökü ile doğru orantılı olarak değişir. |
Fan basıncı (P) ve aktarılan ortam yoğunluğunun aynı kalması şartı ile | |
Kapasite ve güç, fan çapı oranlarının karesi ile doğru orantılı olarak değişir |
Devir sayısı, |
Fan basıncı (P) ve aktarılan ortam yoğunluğunun sabit kalması şartı ile | |||
 |  |  | |
Fan basıncı (P) nın sabit tutulması durumunda aşağıdaki değişimler elde edilebilir.
| |
 |  |
Fan debisinin (Q) ve fan devrinin (N) sabit tutulması durumunda aşağıdaki değişimler elde edilebilir. | |
 |  |
Referans: Fans. A special report by Robert J.Aberbach / March 1968