PROFİL KAYDIRMA
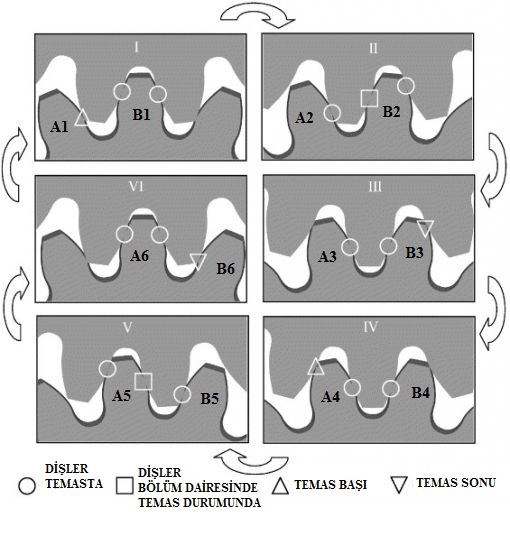
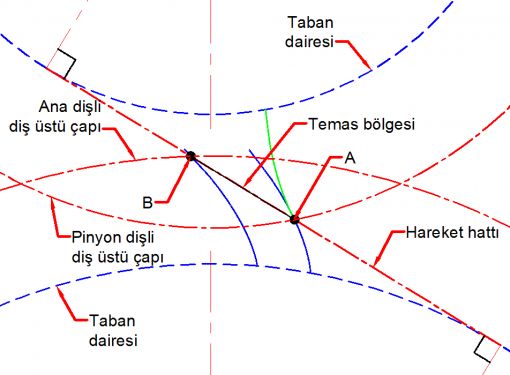
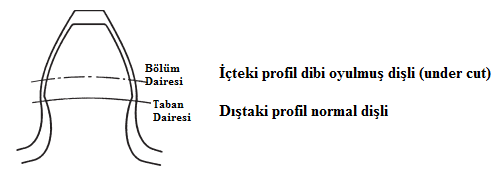
DİŞLİLERDE GİRİŞİM Çalışan bir dişlide karşılaşılabilecek en önemli sorunlardan birisi dişlilerin birbirlerinin alanına girmesi, yani girişim yapmasıdır. Dişliler neden girişim yapar sorusunu cevaplayalım. Karşılıklı çalışan dişli çiftlerinde diş temas dizisi Şekil 1 de verilmiştir. Dişlilerin temas noktalarının hareket hattını oluşturduğunu INVOLUTE EĞRİSİ sayfasında ele almıştık. Şekil 2 de gösterildiği üzere her iki dişli diş üstü çaplarının hareket hattını kestikleri A ile B noktaları arasındaki bölge diş temasının sürekli olduğu bölgedir. Bu bölgeyi taşan diş uzantıları ise temas olmasını gerektirmeyen ancak dişlinin diş sayısının düşük olduğu durumlarda sıkışmaya neden olabildiği için diş diplerinin daha derin oyulmasını (under cutting) gerektiren bölgelerdir. Bu bölgede girişimi engellemek için diş diplerinin oyulması gerekmekte bu ise diş profil tabanının zayıflamasına ve aktarılabilecek maksimum torkun azalmasına sebep olmaktadır. Girişim olmaması için uygulanması gereken diş dibi oyma (under cutting) özellikle diş sayısının az olduğu fakat bölüm dairesi ile diş tepesi arasındaki yüksekliğin (adendum) büyük olduğu durumlarda daha şiddetli şekilde ortaya çıkar. Söz konusu kritik minimum diş sayısı aşağıdaki formülden bulunur. Ф=200 için minimum diş sayısı 17 olmakla birlikte bir kaç diş daha az olmasının olumsuz etkileri göz ardı edilebilir seviyede olduğu için bu sayı pratikte 14 e kadar düşürülebilmektedir. Ancak daha düşük diş sayılarının uygulanması kaçınılmaz ise dişlere Türkiyede “Tashih” de denilen profil kaydırma işlemi uygulanmalıdır. |
ŞEKİL 2 | |
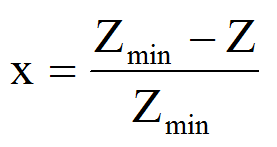
PROFİL KAYDIRMA (TASHİH) Belli bir sayının altında dişi bulunan pinyon dişlinin sıkışmadan çalışabilmesi için bölüm dairesi çapının altındaki kısmının oyulması gerektiğinden bahsetmiş idik. Ancak diş dibindeki bu oyuntu dişi zayıflatacağı için diş arkasını oyma yerine Türkiyede tashih denilen profil kaydırma (profile correction) işlemi uygulanır. Profil kaydırma, dişliyi şekillendiren bıçağın pinyon dibini oymaması için belli bir miktarda dışa doğru kaydırılması demektir. Profil kaydırma miktarını belirten tablolar kullanılmakla birlikte kaydırma miktarına esas olan faktör (x) aşağıdaki formülden bulunur. |
| |
Kaydırma faktörü (X) |
| |
Pratikte Ф=14.50 için kullanılan profil kaydırma faktörü | | |
Pratikte Ф=200 için kullanılan profil kaydırma faktörü |
| |
Yukarıdaki X formüllerinden görüleceği gibi diş sayısı Zmin den küçük olursa kaydırma faktörü pozitif olur ve bu değer bölüm dairesi çapına ilave edilir. Diş sayısı Zmin den büyük olursa kaydırma faktörü negatif olur ve bu değer bölüm dairesi çapından çıkarılır. | ||
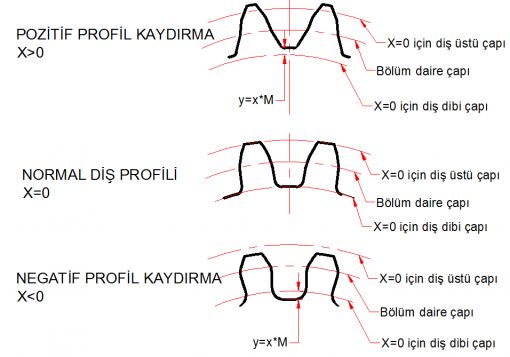
Profil kaydırma faktörü (x) birimsiz bir değer olup kaydırma miktarı olarak uygulanabilmesi için modül ile çarpılması gerelir. Böylece ; Kaydırma miktarı y=x*M olur. Negatif kaydırma faktörü diş dibini zayıflatacağından kaçınılması gerekir. Pozitif profil kaydırma ise hem diş dibi oyulmasını gereksiz hale getirir hem de diş kökünün daha güçlü olmasını sağlar. Pozitif ve negatif profil kaydırma diş profilini Şekil 3 ve Şekil 4 deki gibi etkiler. Profil kaydırma uygulanmış bir dişli normal bir dişli gibi başka dişlilerle değiştirilebilir olmaktan çıkar. Bu dişliler sadece kendisi gibi profil kaydırma işlemine tabi olmuş dişlilerle çalışabilir. Profil kaydırma uygulanmış bir dişlide değiştirilemez değerler şunlardır. Bölüm dairesi çapı D=M*Z Taban dairesi DB=D*Cos Ф Çevresel adım PC= π*M Eğer tepe traşı (topping) uygulanmaz ise | ŞEKİL 3
| |
Profil kaydırma uygulanmış bir dişlide değişen en önemli değerler ise Diş üstü çapı Do, diş dibi çapı DR ve bölüm dairesindeki diş kalınlığı S olur. | ||
| Buna göre pozitif profil kaydırmada | Do=M(Z+2+2x) | |
| Negatif profil kaydırmada ise | Do=M(Z+2-2x) | |
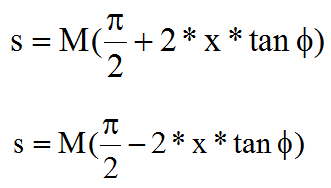
Pozitif profil kaydırmada bölüm dairesi üzerindeki diş kalınlığı (s) Negatif profil kaydırmada bölüm dairesi üzerindeki diş kalınlığı (s) |
| |
Diş kalınlığı s pozitif profil kaydırmada artarken negatif kaydırmada azalır. Diş boşluğu e pozitif profil kaydırmada azalırken negatif kaydırmada artar Addendum a pozitif profil kaydırmada artarken negatif kaydırmada azalır Dedendum d pozitif profil kaydırmada azalırken negatif kaydırmada artar Diş tepe kalınlığı u pozitif profil kaydırmada azalırken (sivrilirken) negatif kaydırmada artar. Diş dibi kalınlığı v pozitif profil kaydırmada artarken negatif kaydırmada azalır. Profil kaydırma ile ilgili son olarak şunu belirtelim. Diş sayısı arttıkça profil kaydırmanın diş profili üzerindeki görünür etkisi azalır. DİŞLİ ÇİFTLERİNE UYGULANAN PROFİL KAYDIRMA YÖNTEMİ Ф=200 için eğer pinyon dişli ve ana dişli diş sayıları toplamı 28 den büyükse ve eksenler arası mesafenin değişmemesi isteniyorsa pinyon dişliye uygulanan pozitif profil kaydırma faktörü kadar ana dişliye negatif profil kaydırma olarak uygulanmalıdır. Eğer pinyon ve ana dişlilerin diş toplamı 28 den küçükse dişlilerin eksenler arası mesafe (C) nin mutlaka değiştirilmesi gerekir. | ||
ÖRNEK M=6, Ф=200 , ZP= 10, ZG=30 ZP+ZG=40>28 => Dişli eksenler arası mesafe sabit kalabilir. =>C=(ZP+ZG)*M / 2 = (10+30)*6/2=120 mm
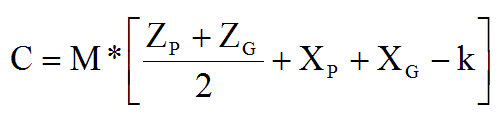
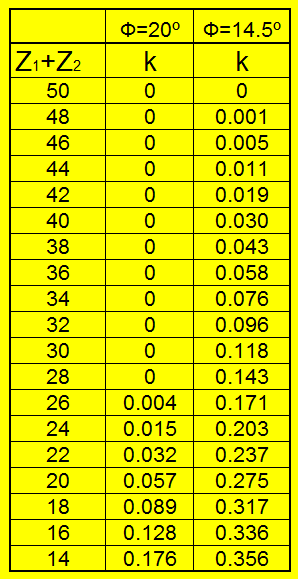
DOP= M*(Zp+2+2x)= 6*(10+2+2*0.235), DOP=74.82 mm DOG= M*(ZG +2 - 2x)= 6*(30+2 - 2*0.235), DOG=189.2 mm DİŞLİ EKSENLERİ ARASI FARKLI OLAN PROFİL KAYDIRMA Eğer pinyon ve ana dişlilerin diş toplamı 28 den küçükse her iki dişli için uygulanacak x profil kaydırma faktörü ayrı ayrı hesaplanır. k düzeltme faktörü Tablo 1 den bulunarak eksenler arası mesafe formülünde kullanılır
|
TABLO 1 k: Düzeltme Faktörü | |
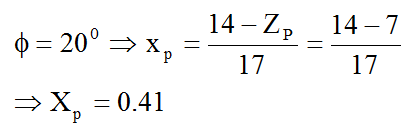
ÖRNEK M=3, Ф=200 , ZP= 7, ZG=10 ZP+ZG=17< 28 | ||
| ||
DOP= M*(Zp+2+2XP)= 3*(7+2+2*0.41), DOP=29.46 mm DOG= M*(ZG +2 + 2XG)= 3*(10+2 +2*0.235), DOG= 37.41 mm ZP+ZG=17 => Tablo 1 den k=(0,128+0,089)/2=0,1085 C=3*((10+7)/2)+0.41+0,235-0,1085)==> C=27,1095 mm. | ||
DİŞ ARKA BOŞLUĞU (BACKLASH) Profil kaydırma uygulamasının diğer sebepleri ise dişli imalatı sırasında ortaya çıkan profil hataları ve termal genleşmedir. Girişimin engellenmesi için yapılan radyal yönde profil kaydırma işini sağa veya sola da kaydırarak temas eden dişin arkasındaki boşluğun (backlash) artırılması yoluna da gidilir. Bu boşlukların sağlanması ile imalat sırasında ortaya çıkan hatalar ve termal genleşme nedeni ile olabilecek sıkışmaların önlenmesinin yanısıra dişlilerin daha sessiz çalışması da sağlanmış olur. Seçilen dişli işleme yönteminin hassasiyeti ne kadar az ise hataların o kadar büyük olması ihtimaline karşı profil kaydırma miktarı o kadar fazla tutulmalıdır. Dişlilerin imalatı ve montajında ortaya çıkan hatalar şunlardır.
Dişlilerin işlenme hassasiyeti dişlinin kalite sınıfını belirlemektedir. DİŞLİ KALİTELERİ Dişli kalite sınıfını dişlinin hangi amaçla kullanılacağı ve dişli imalatında hangi işleme yönteminin uygulanacağı belirler. Dişli hassasiyeti (kalite sınıfı) arttıkça dişli imalat maliyeti de o ölçüde artar. Dişli kalite sınıfı 1 den 12 e kadar derecelendirilmiş olup en yüksek kalite sınıfı 1. sınıfdır. Yüksek kalite sınıfındaki dişliler en sessiz, en yüksek hızlarda sorunsuz çalışmayı sağlayan dişlilerdir. Kalite sınıflarını oluşturan koşulları aşağıdaki tablodan bulabilirsiniz.
| ||
| ||
| GERİ DÖN |
| |